Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя.
Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
Про нагар
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.

В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.

Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
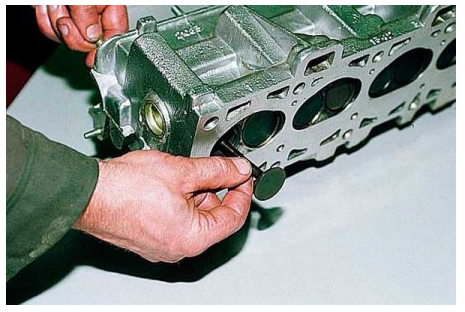
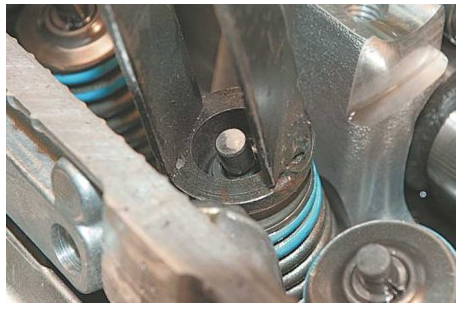
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.


Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.

При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
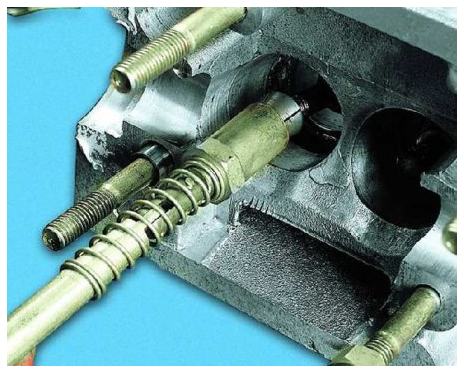
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.

Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.

1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Пасты.
Для притирки клапанов одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.

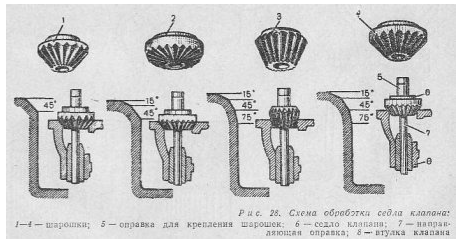
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.



Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки
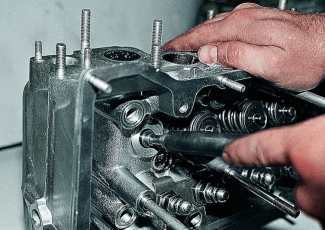
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
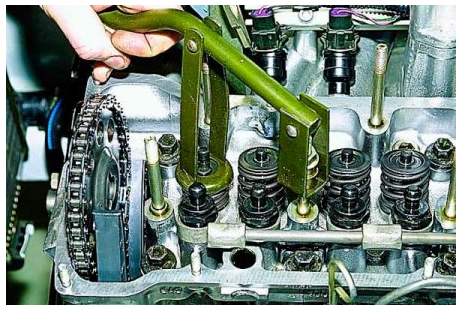
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.

После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.

Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.




После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.

Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.


Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.

На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.

Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.

Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
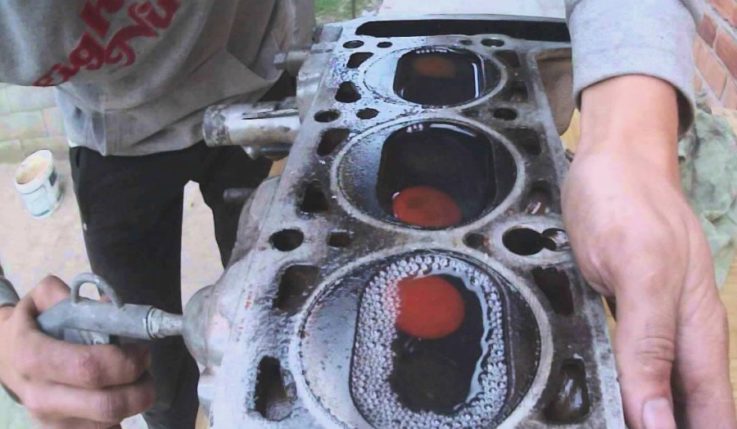
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.

Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как правильно притереть клапана своими руками
Ремонт двигателя со снятием ГБЦ зачастую требует притирки клапанов. Что это за процедура, каким способом определить ее необходимость и как притереть клапана в домашних условиях – читайте ниже.
Зачем нужно притирать клапана
Немного теории. Клапаны открывают и закрывают каналы подачи топливно-воздушной смеси и отвода отработавших газов. Чем надежнее запирает клапан канал, тем полноценнее в моторе проходит газообмен. Двигатель работает в штатном режиме и выдает номинальную мощность.
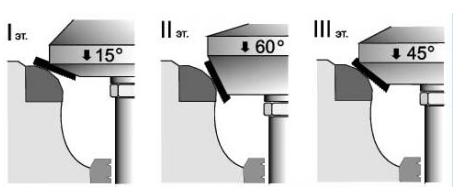
Контактная поверхность клапана с головкой блока выполнена в виде кольцевой фаски с углом наклона от 30 до 60 градусов по отношению к плоскости соединения ГБЦ с блоком цилиндров. В заводских условиях эти две поверхности прирабатываются индивидуально для каждой контактной пары. В итоге клапан в закрытом состоянии настолько плотно прилегает к посадочной поверхности в головке блока (седлу), что полностью исключает прорыв газов.
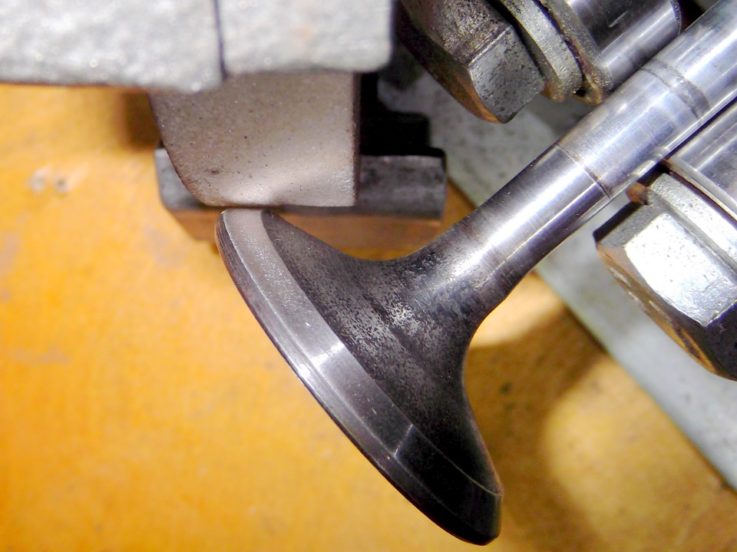
 фаска клапана
фаска клапанаСо временем седла в головке блока и рабочие поверхности на клапанах перестают плотно прилегать друг к другу. На них появляются раковины, сажевые и маслянистые отложения. Из-за этого клапаны не обеспечивают полную изоляцию камеры сгорания, происходит частичный прорыв газов. Это снижает мощность и КПД двигателя, повышает расход топлива и ускоряет загрязнение и износ мотора.
Притирка клапанов в большинстве случаев восстанавливает плотность закрытия клапанов. Создание полной герметичности в камере сгорания на любом такте и есть та единственная цель, которую преследует эта процедура.
Как понять, что клапана нуждаются в притирке
Первичная проверка проводится без демонтажа головки блока цилиндров. На недостаточную плотность прилегания клапанов к седлам косвенно указывают следующие признаки:
- снижение мощности ДВС;
- неровная работа двигателя, чрезмерная вибрация и шумность;
- низкая компрессия с большой разницей по цилиндрам;
- повышенный расход топлива.
Все эти признаки не говорят однозначно о проблемах в клапанной системе. Подобные явления наблюдаются и при общем износе поршневой группы. Однако вышеперечисленные признаки указывают как минимум на необходимость проверки ГРМ и КШМ.
Следующий этап диагностики проходит после демонтажа ГБЦ. До рассухаривания клапанов можно проверить их на герметичность с помощью любой проникающей жидкости (растворителя, бензина, ацетона и т. д.). Укладываем головку блока на бок и заливаем в окна жидкость. Если на поверхности клапанов появляется жирный след от прошедшей между седлом и клапаном жидкости – требуется притирка. Если жидкость проливается заметным потоком – велика вероятность, что клапан прогорел. Прогоревший клапан притереть не выйдет. Потребуется его замена.

После рассухаривания осматриваем фаски на клапанах и седлах. Рабочая фаска должна иметь по всей окружности матовый оттенок. Причем толщина фаски с плотным прилеганием не имеет большого значения. Главное – чтобы она была непрерывной. Это указывает на плотность закрытия клапана.
Если фаска на клапане и блоке испещрена раковинами и нагаром – клапан нужно притереть. Обычно практикуется такой подход: даже если один клапан нуждается в притирке – профилактически прорабатывается вся головка.
Собираем все необходимое для притирки
Притирка клапанов в домашних условиях не требует специфичных навыков, специализированного инструмента и крупных вложений. Ниже приведен перечень необходимого инвентаря и материалов.
- Притирочная паста. Продается или в однокомпонентном варианте, или более профессиональном, двухкомпонентном (для грубой и чистовой притирки). Если нет опыта в этом вопросе – выбираем самую дешевую однокомпонентную пасту.
- Любой нежирный растовритель.
- Чистая, безворсовая ветошь.
- Инструмент для притирки.
Инструмент для притирки можно изготовить из подручных материалов. Для начала смотрим на тарелку клапана. У некоторых двигателей в ней выполняется проточка для упрощения притирки. Если проточка есть – притирать будем с внутренней стороны ГБЦ. В качестве приспособления для притирки ищем любой подходящий под эту проточку инструмент (отвертку, биту шуруповерта, стамеску и т.д.). Вставляем подходящий инструмент в проточку и с легким нажатием будем вращать клапан в седле с периодическим изменением направления.
В случае если тарелка клапана гладкая – будем изготавливать инструмент для притирки из подручных материалов.
Проще всего притирать клапаны с использованием дрели или шуруповерта. В патрон электроинструмента вставляем биту или сверло, диаметр которого максимально близок к диаметру стержня клапана. Далее ищем небольшой кусок шланга (обычно подходит обычный шланг от топливопровода) длиной 7-10 см и два хомута, подходящие по диаметру. Насаживаем шланг на сверло (биту) и зажимаем хомутом с хорошим усилием, чтобы вручную снять его было невозможно. Вторую сторону шланга будем крепить на стержне клапана аналогичным способом, с использованием хомута.
Читайте также: Хонингование цилиндров двигателя. Что это и зачем его делают?
Ручной инструмент для притирки работает по такому же принципу. Нужно из стального прута (или толстой медной жилы) с диаметром, сопоставимым с толщиной стержня клапана, выгнуть некое подобие стержня с ручкой. Закрепляем шланг на конце прута хомутом. Второй конец шланга соединяем со стержнем клапана.
Вместо шланга можно использовать кусок трубки из мягкого материала (например, меди или алюминия). Один конец трубки заклепываем или зажимаем хомутом на сверле или прутке, а на втором конце делам несколько разрезов вдоль оси. Это позволит надежно закреплять трубку на стержне хомутом и быстро переставлять инструмент на другой клапан.
Как правильно притирать клапана
После рассуханивания внимательно осматриваем клапан на наличие прогаров. Прогоревший клапан притирать нет смысла, его проще заменить. Также проверяем осевое биение стержня во втулке. Если клапан болтается, то смотрим на его стрежень. Заметная глазом выработка на стержне также недопустима. Если же стержень целый, но люфт есть, то дополнительно потребуется заменить втулки. Притирка клапанов с разбитыми втулками не имеет смысла.
Перед началом притирки очищаем поверхности фасок от нагара по максимуму. После этого наносим на фаску клапана небольшой слой притирочной пасты. Вставляем клапан во втулку на головке блока и с обратной стороны соединяем стержень с нашим инструментом. Делаем небольшой натяг и начинам вращать клапан в головке блока. Не нужно создавать большое прижимное усилие: можно прорезать в седле слишком глубокую фаску.
Важный момент: притирку нужно обязательно проводить в две стороны. Если работаете электроинструментом, то менять направление вращения нужно не реже, чем раз в 7-10 секунд. Иначе можно переточить фаску. При ручной притирке просто проворачивайте клапан на 90-180 градусов и периодически перехватывайте инструмент.
Нельзя притирать фаску только в каком-то одном положении. Клапан должен надежно приживаться к седлу при любом угле поворота. Дело в том, что при работе ГРМ клапаны постоянно проворачиваются в седле. И если притирку делать без периодического поворачивания, то капаны будут прилегать плотно и обеспечивать герметичность только в каком-то одном положении.
Как долго притирать? Однозначного ответа на этот вопрос нет. Все зависит от изначального повреждения фасок, зернистости пасты, силы прижатия и интенсивности процесса. Общие рекомендации таковы:
- каждые 2-3 минуты останавливайтесь, очищайте клапан и блок от пасты и проверяйте состояние фасок;
- если заметны раковины на обрабатываемых поверхностях – наносим свежую пасту и продолжаем работать еще 2-3 минуты;
- после появления матовой фаски по всему периметру клапана притирку можно считать оконченной.
В среднем весь процесс притирки одного клапана занимает от 5 до 15 минут. В некоторых случаях, при наличии на фасках глубоких борозд и раковин, один клапан придется притирать до часа.
В конце процедуры обязательно тщательно промойте головку и клапан от пасты.
Видео:
Понравилась статья? Поделитесь в соц. сетях:
В ходе ремонта двигателя любой из классических моделей ВАЗа, у автовладельца, привыкшего всё делать своими руками, возникает вопрос о том, как притереть клапана к сёдлам головки блока цилиндров. Данная проблема известна владельцам других авто, разработанных советским автопромом. Новые отечественные и зарубежные машины не позволяют освоить этот процесс, так как посадочные места клапанов: либо идеально притёрты на заводе, либо притираются автоматически в ходе работы.
Зачем необходима притирка клапанов
Одним из ключевых показателей стабильной работы двигателя является наличие на такте сжатия в камерах сгорания компрессии достаточного уровня. На данный показатель влияют такие факторы:
- состояние поршня, поршневых колец и гильзы цилиндра;
- качество уплотнения прокладки между блоком и головкой БЦ;
- степень герметичности запирания впускным и выпускным клапаном просветов.
Кроме того, что компрессия должна соответствовать определённым параметрам, её показатель для всех цилиндров должен быть одинаковым. Элементы поршневой группы изнашиваются примерно одинаково, и оказать влияние на разность компрессии в цилиндрах могут клапана.
Для того, чтобы каждый клапан максимально надёжно перекрывал канал в закрытом состоянии, проводится притирка рабочей поверхности на его тарелке к посадочному седлу. Указанную процедуру следует проводить каждый раз при замене головки блока или клапанов.



Как правильно притереть клапана – ручная притирка
Для того, чтобы выполнить притирку тарелок клапанов, можно использовать несколько способов. Самый простой, доступный, но очень трудоёмкий – ручная притирка. Для работы необходимо обзавестись специальным приспособлением в виде трубки, на одном конце которой имеется Т-образная рукоятка, в отверстие с противоположной стороны должен входить стержень клапана.
Для удержания клапана в боковой стенке трубки выполняют отверстие, нарезают резьбу и вкручивают болт, которым зажимают стержень. Другим важным компонентом процесса является притирочная паста. Это смесь смазочных материалов с мелким абразивом, которая наносится периодически на притираемые поверхности.
Порядок притирки клапанов ручным способом:
- головка блока цилиндров в разобранном виде укладывается на верстак и закрепляется;
- на штатное место вставляется клапан и на его конце закрепляется приспособление;
- на клапан в месте контакта с седлом наносится небольшое количество пасты по всей окружности;
- удерживая приспособление за рукоятку, следует потянуть клапан на себя до закрытия просвета и выполнять круговые движения вправо и влево, насколько позволяют возможности кистевого сустава;
- после нескольких движений клапан проворачивается на 180 градусов, открывается, обновляется паста и повторяется притирка;
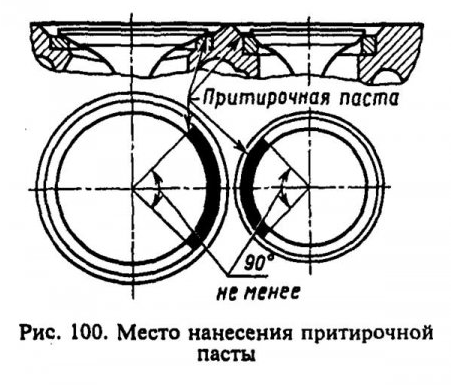
- притирать следует до тех пока на тарелке клапана и седле не появится однородная матовая полоса шириной не менее 1,5 мм.
Таким образом, зная, как притереть клапана самостоятельно, можно сэкономить значительную суму на оплате услуг моториста. Ручной способ, хотя и приводит к утомлению, но он считается наиболее правильным, так как контроль качества притирки производится постоянно, а человек через тактильные ощущения контролирует правильность прижима, не допуская скачков и ударов.
Как правильно притереть клапана с использованием средств механизации
Для тех, кто желает ускорить процесс притирки клапанов, есть способ, позволяющий при значительном уменьшении физического труда сократить и время работы. Для этого необходимо обзавестись механической или электрической дрелью, которые должны отвечать определённым критериям: возможность реверсного вращения; регулирование количества оборотов патрона. С использованием дрелей притирка возможна двумя способами: со стороны камеры сгорания или сверху.
Рассмотрим, как правильно притереть клапана первым способом:
- для работы необходимо изготовить металлические пятаки по размеру меньше, чем диаметр тарелки клапана, в центре которых делается прорезь, как на головках винтов под отвёртку;
- расплавив немного битума, пятаки приклеиваются на тарелку клапана;
- после этого ГБЦ укладывается камерами сгорания вверх, вставляется клапан и смазывается место притирки пастой;
- в патрон дрели вставляется металлический стержень, который на конце расплющен, как конец отвертки;
- вставляя конец стержня в разрез пятака, начинаем притирать клапан, вращая его дрелью. Обороты должны быть небольшими;
- после проворачивания около 10 раз в одном направлении, необходимо обновить пасту и притирать в обратном направлении;
- перед установкой клапана на его стержень надевают пружину, которая будет поднимать его, но при этом её сопротивление должно быть незначительным;
- снять пятак можно, если нагреть клапан;
- остатки битума смываются бензином или растворителем.
Способ второй по технологии не отличается от ручной притирки, с той лишь разницей, что вращение производится также дрелью. Для этого необходимо в патрон дрели вставить стрежень, который по диаметру схож с диаметром стержня клапана, а также подобрать отрезок резиновой трубки длинной около 10 см., который можно надеть на клапан и стрежень на патроне. Для надёжности концы трубки обжимаются хомутами.
Несколько секретов правильной притирки клапанов
Освоить процесс притирки клапанов абсолютно не сложно. После того, как на тарелке первого клапана появится заветная полоса, вопросов больше не возникнет. Современные средства коммуникации позволяют обратиться за помощью к специалистам, ведь о том, как притереть клапана видео ролики, размещенные в сети Интернет, насчитываются тысячами.
Принимаясь за ремонт ГБЦ, в частности за притирку клапанов, следует неукоснительно соблюдать определённые правила:
- у каждого клапана своё место, после притирки клапаны местами менять нельзя;
- в работе следует использовать разные по абразивности пасты: от самой крупной до самой мелкой;
- после притирки обязательно необходимо тщательно промыть головку и клапаны для удаления абразивных частиц.
Перед установкой головки блока собранные клапаны проверяются на герметичность, для чего в каналы заливают небольшое количество керосина, который не должен просачиваться в камеру сгорания.
Инструменты
Для притирки вам потребуется подготовить металлический стержень.

На данный стержень нужно надеть резиновый шланг, диаметром равным диаметру клапана. Это будет ваш основной и единственный инструмент.

Правда, если захотите ускорить процесс ремонта, то его можно заменить дрелью.
Основные правила и секреты
Для осуществления процесса нужно снять головку блока цилиндров.
- Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах.
- Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана.
- Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку.
Способы притирки
Так как правильно притереть клапана можно разными способами, стоит ознакомиться с каждым из них. Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое.
Станки
Максимальной точности нарезки и сопряжения седла и фаски клапана можно добиться только посредством жёсткой центровки детали, и без станка в данном случае не обойтись. В итоге профиль качественно нарезается и отличается высокой точностью. Дополнительные манипуляции при такой процедуре не нужны, кроме сборки ГБЦ и предварительной промывки клапанов.
Ручные фрезы
Так как притереть клапана в домашних условиях можно и без высокоточного станка, стоит рассмотреть метод с использованием ручной фрезы. Диаметр такого инструмента может быть разным, а подбирать его следует с учётом конкретной модели двигателя. Необходимо на сёдлах вырезать три фаски под углом в 60, 45 и 30 градусов. Помните, что данный метод применим исключительно для обработки старых деталей.
Верстак и трубка с Т-образной ручкой
Рассматриваемый метод принято считать наиболее трудоёмким и долгим, зато он способен обеспечить достойный уровень качества. Рассмотрим этапы процесса:
- Подготовьте трубку с ручной Т-образной формы и отверстием, куда стержень клапана без проблем войдёт.
- Сбоку конструкции создайте отверстие и нарежьте резьбу, вкрутите болт. Клапан должен фиксироваться максимально прочно и надёжно.
- Разберите ГБЦ, установите на верстак. Не забывайте о надёжности фиксации.
- Вставьте клапан в отведённый для него участок и закрепите собранную ранее конструкцию на другом его конце.
- Пасту на данном этапе следует применить для обработки области соприкосновения с седлом.
- Воспользуйтесь сконструированным приспособлением для перемещения клапана, чтобы просвет исчез полностью.
- Периодически меняйте направление круговых движений, параллельно дополнительно обрабатывайте зону клапана абразивной пастой.
- О высоком качестве выполненной работы будет свидетельствовать полоса с матовой поверхностью, которую вы найдёте на главных составляющих элементах клапана. Ширина дорожки должна ориентировочно составлять 1,5 мм.
Использование дрели
Применение дрели для реализации рассматриваемой процедуры также допустимо и считается наиболее распространённым вариантом. В идеале инструмент должен располагать функцией реверса. Шуруповёрт также подойдёт. Сам процесс притирки состоит из следующих этапов:
- Рассухарьте клапана и снимите их. На данном этапе целесообразно заменить при необходимости маслосъёмные колпачки. (читайте больше о замене маслосъёмных колпачков).
- Используйте растворитель для обезжиривания седла и клапана.
- Нанесите пасту на рабочую клапанную фаску. Абразивное вещество не должно попасть на шток клапана, иначе он будет повреждён, маслосъёмные колпачки изживут своё намного быстрее, а масло будет расходоваться в большем количестве. Наденьте на шток войлочный лоскут, чтобы защитить его.
- Зафиксируйте клапан на своём месте, а шток должен располагаться в патроне выбранного вами электроинструмента. Для повышения удобства работы воспользуйтесь отрезком шланга: один край наденьте на шток, а второй — в патрон. Отдельные мастера предпочитают зажать шток сразу в патрон.
- Для притирки активируйте минимальную скорость дрели. Если клапанная тарелка прижата к седлу определёнными зонами, воспользуйтесь утолщённой резинкой, но обычно в этом нет необходимости.
- При оттягивании электроинструмента на себя наблюдается прижимание. Вращательные движения необходимо выполнять в разные стороны поочередно. Процедура занимает около 2 минут.
- Для окончательной обработки на завершающем этапе повторите все действия, но вместо абразивной пасты используйте смешанную с моторным маслом пасту ГОИ. Предыдущую притирочную пасту следует предварительно удалить.
- Как только работы будут завершены, тщательно очистите бензином обработанные пастой детали.
- Чтобы убедиться в достойном уровне выполненной работы, можно ориентироваться как на матовую дорожку, так и на другие методы проверки качества притирки. Это может быть способ с заливанием бензина или керосина, используемый для определения необходимости выполнять притирку.
Результат проделанной работы может вас разочаровать, в некоторых случаях это будет вполне логично. Например, если ранее сёдла были криво прирезаны или на рабочих фасках заметны существенные дефекты.
Убедиться в том, что процедура не увенчалась успехом, можно по той же матовой полоске, она будет неровной или даже прерываться. Приобретение новых деталей станет единственным решением проблемы.
Инструменты для притирочных работ
Собрать прибор для проведения притирки клапанов можно своими руками, использовав для этого сверло, дрель, шланг и два хомута. На конец сверла крепится шланг, место соединения перетягивается хомутом, а само сверло вставляется в патрон дрели. К стержню клапана прикрепляется второй конец шланга.

Дрель с хомутами и шлангом — эконом-вариант инструмента для притирки клапанов
Заменить такой инструмент можно специальной присоской, крепящейся к тарелке клапана и вставляющейся в патрон дрели. При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
Притирку клапанов и сёдел проводят при соблюдении определённых условий:
- Процесс осуществляют в обе стороны.
- Чтобы не допускать перегрев поясков и сёдел, скорость вращения патрона дрели выставляют в пределах 500 оборотов в минуту.
Притирка клапанов своими руками: порядок действий
1. Разбираем силовой агрегат.
- Первым делом снимаем навесное оборудование, которое служить помехой при работе с головкой цилиндра. Затем крепим в верхнюю мертвую точку поршень первого цилиндра, сливаем охлаждающую жидкость. После чего осуществляем демонтаж выпускного и впускного коллектора. Получив доступ к головке, демонтируем сразу воздушный фильтр, а затем и крышку клапанов, только не забудьте предварительно зафиксировать шкив распредвала. Чтобы это сделать, можно взять отвертку и упереть ее в специальную шпильку. Далее снимаем со шкива ремень ГРМ, то есть откручиваем болт и шайбу крепления шкива и снимаем последний с распределительного вала. Теперь выкручиваем болты крепления и снимаем головку блока цилиндров. Но делать это нужно так, чтобы один из концов распредвала обязательно вышел за границы крышки ремня газораспределения.
2. Осуществляем демонтаж клапанов.
3. Промываем клапана и их седла бензином.
4. Наносим на промытые седла притирочную (она же алмазная) пасту и устанавливаем клапан на свое место. Делаем это следующим образом.
Надеваем на клапан подготовленный металлический инструмент (если притирка будет делаться с использованием дрели, то клапан ставят в ее патрон) и, очень аккуратно поворачивая его во все стороны, прижимаем его к седлу.

При этом очень важно во время данной работы отслеживать цвет кромки клапана и его седла. К концу притирки он должен стать равномерно серым.

Перед тем как завершить работу, клапан следует опять промыть бензином, полностью удалив остатки притирочной пасты. В противном случае герметичность работы клапана очень быстро выйдет из строя.
Кстати, проверка герметичности клапана является последним этапом работы по притирке клапанов своими руками. Для проведения этой проверки налейте керосин в камеру сгорания. Если на протяжении трех минут из последней не будет сочиться никакая жидкость, значит, герметичность клапана в порядке. Ну, а если керосин все же будет проступать, следовательно, притирку нужно продолжать.
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
- Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
- «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.

Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
- абразивная или алмазная паста;
- пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан;
- керосин.
Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.

Важный этап притирки клапанов: нанесение абразивной пасты
Притирка своими руками на ВАЗ 2109 с помощью пасты
- Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
- Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
- Винтом зафиксируйте инструмент на клапане.
- Нанесите на притирочную плоскость тарелки абразивную пасту.
- Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
- Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
- По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.

Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
- Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
- Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
- Остановите агрегат, снимите клапан и протрите его керосином.
- После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.

Чтобы обработать седла, нужна вот такая шарошка
Когда делать притирку
Традиционно целесообразно выполнять рассматриваемую процедуру после выполнения полноценного ремонта мотора или при замене поршневых колец. Следующая поэтапная инструкция позволит понять, пришло ли время притереть клапана.
- Снимите ГБЦ и установите её так, чтобы тарелки были направлены вверх. Поверхность должна быть максимально ровной.
- Налейте керосин или бензин в камеры сгорания.
- Измерьте уровень и оставьте ГБЦ в таком состоянии на 12 часов.
- Через 12 часов проведите повторный замер, и если уровень залитого вещества не изменился за этот период, притирать клапана не нужно.
- Если количество вещества частично уменьшилось, остаётся определить пропускающий клапан. Поможет обнаружение очагов влаги и сырости в одном из коллекторов.
Другой способ проверки предполагает установку головки в боковое положение, течь оценивается со стороны тарелок. В остальном процедура аналогична.
Также советуем внимательно изучить статью нашего эксперта, в которой рассказывается об обслуживании двигателя ВАЗ-2112 на 16 клапанов.
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
- керосином;
- воздухом;
- карандашом.
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.

Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.

Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
Притирка клапанов своими руками
Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя. Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент для притирки клапанов
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.


Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.
При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.

Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.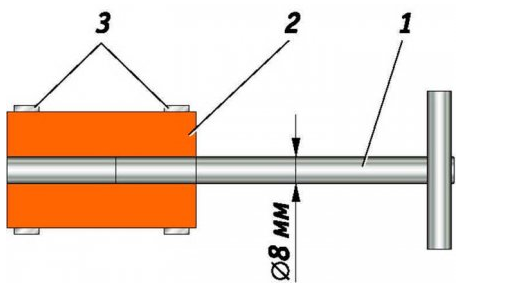
1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов своими руками одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.



Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки клапанов
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.
После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.

Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.


После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.

Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.

Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.

Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.

Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.

Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как обычно, для закрепление нашего материала мы предлагаем вам посмотреть видео о ток, как притереть клапана своими руками подручными средствами.
120 фото как просто и быстро притереть клапаны
Большинство автовладельцев считают, что лучше чинить автомобили собственными руками. Во время ремонтных работ, производятся абсолютно разные действия, включая и притирку клапанов. Этому действию должно уделяться особое внимание, ведь от правильно притертых клапанов напрямую зависит качество работы автомобиля.

Содержимое обзора:
Для чего притирают клапаны?
Перед получением ответа на вопрос, как притереть клапана в домашних условиях, нужно ознакомиться с тем, для чего необходима эта процедура.

Итак, во время функционирования автомобиля на седлах и тарелках детали, формируется нагар. Он не даёт возможность клапанам нормально закрываться, а для качественного функционирования мотора, этот процесс достаточно важен.

Ведь после втягивания топливно-воздушной смеси в камеру сгорания, она сжимается поршнем и поднимается в максимально высокую точку.

Как итог, от того, насколько хорошо сжаты клапаны, зависит эффективность и экономность работы мотора.

Как понять, что пришло время притирать клапаны
Как правило, описываемые детали притираются после выполнения ремонта мотора или же после замены колец поршня.
Необходимость осуществления этого действия проверяют на предварительно снятой головке блока цилиндра. Её размещают на ровной поверхности таким образом, чтобы тарелка смотрела вверх.

После этого, в камеры сгорания наливается керосин, при его отсутствии можно воспользоваться и бензином. Отмечают уровень и оставляют деталь в этом виде на срок равный 12 часам.

Если за указанный промежуток времени жидкость не изменила своего уровня, то всё в норме, если она отсутствует – требуется притирка.

Для определения пропускающего клапана можно проанализировать детали на присутствие влажности в коллекторах.

Особенности выполнения притирки клапанов
Если ранее не выполнялись такого рода ремонтные работы, то рекомендуется заранее ознакомиться с видео о том, как пр
Притирка клапанов — KeyProd
Притирка — точная доводочная операция, вследствие которой получаются герметичные соединения. Металл сопрягаемых поверхностей снимается мелкозернистыми абразивными порошками или пастами, которые наносятся непосредственно на притираемые поверхности. Клапаны притирают после ручного фрезерования седел. В случае, когда фаски седел и клапанов отшлифованы, притирать клапаны не нужно — это только ухудшит геометрию контакта деталей. Если фрезерование седла выполнено качественно, то и в этом случае притирка может не потребоваться или займет всего несколько минут.
Абразивные материалы различают по зернистости, т.е. по размерам зерен. Последние, в зависимости от размеров, делят на следующие группы (в порядке уменьшения размеров зерна): шлифовальные зерна, шлифовальные порошки и микропорошки.
Для притирки клапанов используются только микропорошки, указанные в табл. 1
Таблица 1. Микропорошки
| Обозначение зернистости | Размеры зерен, мкм |
| М40 | 28…40 |
| М28 | 28…20 |
| М20 | 20…14 |
| М14 | 14…10 |
| М10 | 10…7 |
| М7 | 7…5 |
| М5 | 5…3 |
В зависимости от состояния притираемых поверхностей чаще применяют микропорошки от М14 (зерна 10…14 мкм) до М40 (зерна 28…40 мкм). Микропорошок М14 смешивают с моторным маслом, а М40 — с трансмиссионным. Полученные пасты наносят на фаску тарелки клапана. Стержень клапана смазывают чистым моторным маслом. Обычно притирка клапана длится не более 1…2 мин.
Притирать клапаны следует очень аккуратно, не снимая с рабочих фасок клапанов и седел слишком много металла, так как это уменьшает число возможных ремонтных воздействий на седла и клапаны и тем самым сокращает общую продолжительность их службы. При особо тщательной притирке меняют не только микропорошок, но и уменьшают его содержание в притирочной пасте, а с момента, когда притираемые поверхности примут ровный серый цвет, притирку ведут на чистом масле.


Рекомендуют заканчивать притирку и пастой ГОИ, смешанной с керосином. При этом на клапане появится блестящая полоска. Пасты ГОИ также различаются по зернистости. Грубые пасты ГОИ имеют светло-зеленый, средние — темно-зеленый и тонкие — зеленовато-черный цвет. Тонкие пасты ГОИ считаются лучшим абразивным материалом для окончательной притирки.
Чем более мелкозернистый абразивный материал, тем притирка будет более качественной, хотя и более длительной.
Клапаны притирают одновременно на специальном станке, при помощи электродрели или вручную.
Наиболее «древний» способ притирки — коловоротом с присоской. Под клапан лучше поставить слабую пружину, которая сможет поднять его. При отсутствии присоски на тарелку клапана битумом приклеивают текстолитовый кружок с прорезью в середине. Клапан поворачивают в одну и другую сторону, уменьшая давление в конце каждого поворота так,


чтобы пружина смогла приподнять клапан. Подъем и опускание клапана на седло позволяют возвращать к фаске седла пасту, вытесненную во время притирки. Угол поворота клапана должен быть в пределах 45…90°, причем при каждом повороте в одну сторону смещают сектор поворота. Таким образом клапан через некоторое время сделает полный оборот. Ни в коем случае не рекомендуется клапан проворачивать вкруговую, так как в этом случае возможно появление кольцевых рисок и герметичности не будет. Описанный способ притирки применялся чаще, когда в тарелках клапанов предусматривались шлицы (пазы). В настоящее время практически у всех автомобилей тарелки клапанов шлицев не имеют и притирка осуществляется при помощи специальных приспособлений с захватом клапана за конец стержня. При этом клапан для контакта с седлом поднимается вверх (в случае с коловоротом он опускался).
Приспособления с захватом клапана за конец стержня показаны на рис. 10…12. Наиболее удобным является цанговое приспособление (см. рис. 10). Такие приспособления выпускаются со сменными цангами под клапаны со стержнями различных диаметров.
Более простое, но менее удобное приспособление показано на рис. 11. Если затягивание цанги приспособления на рис. 10 производят гайкой с верхним шестигранником, то здесь затягивают винты, расположенные внизу. А в случаях с цилиндрическими толкателями винты оказываются в их колодцах.
В приспособлении, показанном на рис. 12, затягивать что-либо не требуется. Стержень клапана зажимается за канавку на его конце, что довольно удобно, но в целом приспособление получается сложным.
Приспособления, изображенные на рис. 10…12, предназначены для клапанов с диаметрами стержней 8 мм. Клапаны с такими стержнями имеют наибольшее распространение (табл. 2). Для изготовления приспособлений для притирки клапанов со стержнями 7 и 9 мм достаточно у деталей 1 (см. рис. 10) и 2 (см. рис. 11,12) изменить диаметр 8+0Д мм на 7+°.i или 9+о,1 мм соответственно.
Приспособление для притирки клапанов при помощи дрели (рис. 13) представляет собой кривошипно-кулисный механизм.
Порядок сборки приспособления приведен ниже, а характер соединения его деталей — в табл. 3.


Порядок сборки приспособления на рис. 13.
1. Штифты 10 и 12 запрессовывают соответственно в детали 9 и 11.
2. Собирают детали 1 и 2, на деталь 1 напрессовывают деталь 11 со штифтом 12. Деталь 1 должна свободно вращаться в детали 2.
3. Аналогично (см. п. 2) собирают детали 7, 8 и 9.
4. В деталь 8 запрессовывают штифт 3, устанавливают детали 6, 4, 5 и деталь 2 в сборе с деталями 1, 11, 12.
5. Внутрь механизма закладывают смазку.
6. Детали 2 и 8 в сборе стягивают болтами М8-30.
Вращательное движение от электродрели передается на валик 1, диск 11 с кривошипом (штифтом) 12 и преобразуется в качательное движение кулисы 4, которое, в свою очередь, преобразуется в требуемое качательное движение рычага 9.
Рычаг 9 соединен с валиком 7, который и обеспечивает движение притирки. Соединение валика 7 с клапаном осуществляется при помощи присоски.
Притирка клапана происходит следующим образом. Одной рукой держим дрель, а другой держимся за корпус 5. Прижимать клапан не требуется, достаточно веса дрели. Приспособление при работе постепенно поворачиваем, перенося зону притирки. Внешним признаком конца притирки, как отмечалось, является получение ровной непрерывной матовой или блестящей полосы шириной 1…2 мм на рабочих поверхностях клапана и его седла.
После притирки тщательно промывают клапаны и седла, чтобы паста не попала на рабочие поверхности стержня клапана и втулки, в противном случае произойдет интенсивный износ последних.
Герметичность притертых клапанов проверяют различными способами. Часто советуют делать это при помощи керосина, налитого в камеру сгорания. Если клапаны, собранные с пружинами, в течение 3…6 мин не пропускают керосин, считается, что притирка выполнена нормально. В случае пропуска керосина притирку повторяют.
Поступают и иначе: керосин заливают в небольшом количестве с другой стороны — во впускные и выпускные каналы. Примерно через минуту керосин сливают. На стыке седла с клапаном не должно быть капель, допускается лишь узкая смоченная полоска. Как показала практика, стремиться к полной герметичности клапанов не обязательно. При работе двигателя клапаны сами прирабатываются к седлам.
Менее трудоемкая проверка герметичности клапанов «на карандаш». Мягким карандашом наносят на фаску клапана 6…8 радиальных линий. Установив клапан, нажимают на его тарелку и немного поворачивают в обе стороны. Если притирка нормальная, линии будут стерты.
Метки: клапана, Притирка
90000 Pneumatic Valve Grinder Car Engine Valve Grinder Valve Repair Valve Grinding Tool | | 90001 90002 90003 90004 90002 90006 90004 90002 About Us 90004 90002 We provide the good product with the best price, we support Wholesale / Drop Shipping Order 90004 90002 1. For Drop Shipping order, please remark «dropshipping order», we will prioritize it. 90004 90002 2. For Wholesale / Drop Shipping orders, if you have any ideas about the price or package, please contact us in advance, we will give you the best service to satisfy your demands.90004 90002 90017 90004 90002 About Payment 90004 90002 If you meet any problem when making the payment, please contact AliExpress Customer Service Center to ask for help: https://helppage.aliexpress.com/buyercenter/index.htm 90004 90002 90024 90004 90002 About Shipments 90004 90002 1.We will send out the orders ASAP within 2-5 days (except weekends and national holidays) once your payment is completed normally.90004 90002 2.Please write your complete delivery address with correct phone number and zip code, especially Russia and Belarus buyers, please confirm your full name. 90004 90002 3.Please notice that we will not responsible for customs duties.Please do the customs clearance by yourself. 90004 90002 4.We provide both post shipping and express shippings.For most countries, post shipping takes about 25-35 business days, and longer for some countries like Brazil, Peru.90004 90002 Express shipping inlcude DHL, EMS, AliExpress Premium Shipping and Special Lines like Aramex. It takes about 7 days. (It will delay if your country meet some problem, Worker strike, weather problem and so on.) 90004 90002 About After-sale Service 90004 90002 We are reliable seller and we have our professional after-sale service for all of our customs. If there is any question about the order, please contact us in advance, we will always here until you get a happy answer.90004 90002 90043 90004 90002 About Feedback 90004 90002 1. Please check the package and item when you get carefully to make sure there is no problem. 90004 90002 2. If you have any problem or are not entirely satisfied with your package, please do not be hesitate to contact us first before leaving negative feedback. We will resolve the problem to satisfy you. 90004 90002 3.If there is no problem, please leave us 5 star positive feedback. 90004 90002 90054 90004 90002 Your affirmation is our greatest motivation! ! ! 90004 .90000 Pneumatic Valve Grinder Car Engine Valve Grinder Valve Repair Valve Grinding Tool | | 90001 90002 90003 90004 90002 90006 90004 90002 About Us 90004 90002 We provide the good product with the best price, we support Wholesale / Drop Shipping Order 90004 90002 1. For Drop Shipping order, please remark «dropshipping order», we will prioritize it. 90004 90002 2. For Wholesale / Drop Shipping orders, if you have any ideas about the price or package, please contact us in advance, we will give you the best service to satisfy your demands.90004 90002 90017 90004 90002 About Payment 90004 90002 If you meet any problem when making the payment, please contact AliExpress Customer Service Center to ask for help: https://helppage.aliexpress.com/buyercenter/index.htm 90004 90002 90024 90004 90002 About Shipments 90004 90002 1.We will send out the orders ASAP within 2-5 days (except weekends and national holidays) once your payment is completed normally.90004 90002 2.Please write your complete delivery address with correct phone number and zip code, especially Russia and Belarus buyers, please confirm your full name. 90004 90002 3.Please notice that we will not responsible for customs duties.Please do the customs clearance by yourself. 90004 90002 4.We provide both post shipping and express shippings.For most countries, post shipping takes about 25-35 business days, and longer for some countries like Brazil, Peru.90004 90002 Express shipping inlcude DHL, EMS, AliExpress Premium Shipping and Special Lines like Aramex. It takes about 7 days. (It will delay if your country meet some problem, Worker strike, weather problem and so on.) 90004 90002 About After-sale Service 90004 90002 We are reliable seller and we have our professional after-sale service for all of our customs. If there is any question about the order, please contact us in advance, we will always here until you get a happy answer.90004 90002 90043 90004 90002 About Feedback 90004 90002 1. Please check the package and item when you get carefully to make sure there is no problem. 90004 90002 2. If you have any problem or are not entirely satisfied with your package, please do not be hesitate to contact us first before leaving negative feedback. We will resolve the problem to satisfy you. 90004 90002 3.If there is no problem, please leave us 5 star positive feedback. 90004 90002 90054 90004 90002 Your affirmation is our greatest motivation! ! ! 90004 .90000 Pneumatic Valve Grinder Car Engine Valve Grinder Valve Repair Valve Grinding Tool | | 90001 90002 90003 90004 90005 90006 90002 90008 90006 90002 90003 About Us 90005 90006 90002 We provide the good product with the best price, we support Wholesale / Drop Shipping Order 90006 90002 1. For Drop Shipping order, please remark «dropshipping order», we will prioritize it. 90006 90002 2.For Wholesale / Drop Shipping orders, if you have any ideas about the price or package, please contact us in advance, we will give you the best service to satisfy your demands. 90006 90002 90021 90006 90002 90003 About Payment 90005 90006 90002 If you meet any problem when making the payment, please contact AliExpress Customer Service Center to ask for help: 90028 https://helppage.aliexpress.com/buyercenter/index.htm 90029 90006 90002 90028 90033 90029 90006 90002 90003 About Shipments 90005 90006 90002 1.We will send out the orders ASAP within 2-5 days (except weekends and national holidays) once your payment is completed normally. 90006 90002 2.Please write your complete delivery address with correct phone number and zip code, especially Russia and Belarus buyers, please confirm your full name. 90006 90002 3.Please notice that we will not responsible for customs duties.Please do the customs clearance by yourself. 90006 90002 4.We provide both post shipping and express shippings.For most countries, post shipping takes about 25-35 business days, and longer for some countries like Brazil, Peru. 90006 90002 Express shipping inlcude DHL, EMS, AliExpress Premium Shipping and Special Lines like Aramex. It takes about 7 days. (It will delay if your country meet some problem, Worker strike, weather problem and so on.) 90006 90002 90003 About After-sale Service 90005 90006 90002 We are reliable seller and we have our professional after-sale service for all of our customs.If there is any question about the order, please contact us in advance, we will always here until you get a happy answer. 90006 90002 90057 90006 90002 90003 About Feedback 90005 90006 90002 1. Please check the package and item when you get carefully to make sure there is no problem. 90006 90002 2. If you have any problem or are not entirely satisfied with your package, please do not be hesitate to contact us first before leaving negative feedback.We will resolve the problem to satisfy you. 90006 90002 3. If there is no problem, please leave us 5 star positive feedback. 90006 90002 90070 90006 90002 90073 90006 90002 Your affirmation is our greatest motivation! ! ! 90006 .90000 Pneumatic Valve Grinder Car Engine Valve Grinder Valve Repair Valve Grinding Tool | | 90001 90002 90003 90004 90005 90006 90002 90008 90006 90002 90003 About Us 90005 90006 90002 We provide the good product with the best price, we support Wholesale / Drop Shipping Order 90006 90002 1. For Drop Shipping order, please remark «dropshipping order», we will prioritize it. 90006 90002 2.For Wholesale / Drop Shipping orders, if you have any ideas about the price or package, please contact us in advance, we will give you the best service to satisfy your demands. 90006 90002 90021 90006 90002 90003 About Payment 90005 90006 90002 If you meet any problem when making the payment, please contact AliExpress Customer Service Center to ask for help: 90028 https://helppage.aliexpress.com/buyercenter/index.htm 90029 90006 90002 90028 90033 90029 90006 90002 90003 About Shipments 90005 90006 90002 1.We will send out the orders ASAP within 2-5 days (except weekends and national holidays) once your payment is completed normally. 90006 90002 2.Please write your complete delivery address with correct phone number and zip code, especially Russia and Belarus buyers, please confirm your full name. 90006 90002 3.Please notice that we will not responsible for customs duties.Please do the customs clearance by yourself. 90006 90002 4.We provide both post shipping and express shippings.For most countries, post shipping takes about 25-35 business days, and longer for some countries like Brazil, Peru. 90006 90002 Express shipping inlcude DHL, EMS, AliExpress Premium Shipping and Special Lines like Aramex. It takes about 7 days. (It will delay if your country meet some problem, Worker strike, weather problem and so on.) 90006 90002 90003 About After-sale Service 90005 90006 90002 We are reliable seller and we have our professional after-sale service for all of our customs.If there is any question about the order, please contact us in advance, we will always here until you get a happy answer. 90006 90002 90057 90006 90002 90003 About Feedback 90005 90006 90002 1. Please check the package and item when you get carefully to make sure there is no problem. 90006 90002 2. If you have any problem or are not entirely satisfied with your package, please do not be hesitate to contact us first before leaving negative feedback.We will resolve the problem to satisfy you. 90006 90002 3. If there is no problem, please leave us 5 star positive feedback. 90006 90002 90070 90006 90002 90073 90006 .