Дефекты блока цилиндров | СТК МОТОРС
Грамотная дефектовка блока цилиндров позволит определить не только причины выхода мотора из строя, но и его пригодность для дальнейшей эксплуатации.
Возможно Вас заинтересуют следующие услуги
Ремонт ГБЦ Расточка блока цилиндров Ремонт шатунов
По вопросам заказа обращайтесь: +7 (343) 213-7-213, e-mail: [email protected]
Напишите нам
Дефект 1. Глубокие задиры на поверхности цилиндра
Причины:
- Ослаблена посадка поршневого пальца в верхней головке шатуна или нарушена его фиксация в бобышках поршня.
- Перегрев двигателя, в результате которого разрушаются поршни.
- Попадание в цилиндры двигателя посторонних предметов.
Действия: Замените шатуны или поршни. Проверьте систему охлаждения и при необходимости отремонтируйте ее. При наличии подобных повреждений блок цилиндров ремонтируется гильзовкой.
Дефект 2. Царапины на поверхности цилиндра
Причины:
- Поломка поршневых колец.
- Поломка перемычек на поршнях между канавками под поршневые кольца.
- Перегрев двигателя.
- Длительная эксплуатация мотора с повреждённым воздушным фильтром или вовсе без него.
Действия: Проверьте правильность установки системы зажигания и при необходимости отрегулируйте её. Применяйте бензин с предписанным октановым числом. Проверьте систему охлаждения и при необходимости отремонтируйте её. При наличии подобных повреждений блок цилиндров, как правило, ремонтируется расточкой в следующий ремонтный размер или гильзовкой.
Дефект 3. Выработка поверхности цилиндра
Причины:
- Неисправность системы питания.
- Неисправность системы зажигания.
Действия: Проверьте систему питания, отремонтируйте и отрегулируйте её. Проверьте и отрегулируйте систему зажигания. При сильном износе поверхности цилиндров блок ремонтируется расточкой в следующий ремонтный размер или гильзовкой.
Примечание. Косвенным признаком сильного износа является отсутствие на поверхности цилиндров сетки хона. Проверку выработки, эллипсности и конусности каждого цилиндра следует выполнять так: с помощью индикаторного нутромера, настроенного на требуемый размер, промеряем каждый цилиндр в двух взаимно перпендикулярных плоскостях в верхней, средней и нижней частях цилиндра. Особенно сильный износ наблюдается, как правило, в зоне верхней мёртвой точки, то есть там, где «останавливается» верхнее компрессионное кольцо. Если выработка в цилиндрах превышает 0,1 мм, а эллипсность составляет более 0,05 мм, блок ремонтируется расточкой и последующей хонинговкой в следующий ремонтный размер или гильзовкой.
Дефект 4. Трещины в цилиндрах
Причины:
- Перегрев двигателя.
- Разрушение поршня и шатуна в результате гидроудара или попадания посторонних предметов в цилиндр.
Действия: Как правило, при наличии трещин в цилиндрах блок не ремонтируется, а списывается. В исключительных случаях повреждённый цилиндр можно загильзовать. Проверьте и отремонтируйте систему охлаждения. Проверьте целостность впускного и выпускного трактов. Замените повреждённые детали. Примечание. Определить наличие трещин в блоке цилиндров и их размеры можно с помощью опрессовки.
В исключительных случаях повреждённый цилиндр можно загильзовать. Проверьте и отремонтируйте систему охлаждения. Проверьте целостность впускного и выпускного трактов. Замените повреждённые детали. Примечание. Определить наличие трещин в блоке цилиндров и их размеры можно с помощью опрессовки.
Дефект 5. Трещины на верхней плоскости блока, в районе отверстий под болты головки
Причины:
- Блок перед сборкой был плохо промыт и не продут, в результате чего осталась жидкость или грязь в резьбовых отверстиях для болтов, крепящих головку блока.
- Неправильная затяжка болтов головки блока.
- Перегрев двигателя.
Действия: Требуется замена блока цилиндров. В исключительных случаях возможна заварка трещин и последующая механообработка блока.
Дефект 6. Трещины, пробоины и обломы приливов на других поверхностях блока цилиндров
Причины:
- Обрыв шатуна.
- Разрушение поршня.
- Последствия аварии, в которой произошла деформация моторного отсека.

- Общий перегрев двигателя.
- Неправильная затяжка крепёжных болтов.
Действия: Требуется замена блока цилиндров. В некоторых случаях возможна заварка трещин и последующая механообработка блока.
Дефект 7. Разрушение резьбы в крепёжных отверстиях
Причина:
Неправильная затяжка крепёжных болтов.
Действия: Рассверлите отверстия и нарежьте резьбу большего диаметра. Возможна установка футорок.
Дефект 8. Износ постелей коренных вкладышей и дополнительных валиков
В обязательном порядке проверьте состояние посадочных мест под коренные вкладыши и втулки распредвала и вспомогательных валов. Особенно важна эта процедура для двигателей тяжёлых грузовиков и строительной техники.
Крышки коренных опор и их посадочные места тщательно очищаются от загрязнений, после чего крышки устанавливаются на свои места, а крепёжные болты затягиваются предписанным моментом с помощью динамометрического ключа.
Подобным же образом проверяются и посадочные отверстия под различные втулки. Их можно отремонтировать путём установки новых втулок с увеличенным наружным диаметром.
Если по всем вышеизложенным параметрам блок пригоден к дальнейшей эксплуатации, необходимо выполнить ремонтные работы. За этим вы можете обратиться в автосервис «СТК Моторс».
Восстановление блока цилиндров двигателя: дефектовка и ремонт
Как известно, блок цилиндров двигателя является основой любого ДВС. Фактически, блок представляет собой объемную деталь, внутри которой размещаются различные узлы и механизмы (поршни и кольца, а также гильзы ЦПГ, коленчатый вал, шатуны КШМ и т.
Не удивительно, что повреждения блока цилиндров не только нарушат работоспособность, но и выведут из строя силовой агрегат. По этой причине восстановление блока и его ремонт должен быть выполнен качественно и своевременно.
Содержание статьи
Основные дефекты и неисправности блока цилиндров двигателя
Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы. На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д.
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна,
так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы. - Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
 километров пробега.
километров пробега.К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
Восстановление цилиндров двигателя
Итак, ремонт блока цилиндров и восстановление самих цилиндров предполагает:
Для многих двигателей растачивание цилиндров является обязательной процедурой в рамках капитального ремонта мотора. Для выполнения процедуры используется специальный станок для расточки цилиндров двигателей. Под самой расточкой блока следует понимать обработку внутренней поверхности.
Такая обработка фактически представляет собой снятие слоя металла для выравнивания неровностей, удаления задиров, сглаживания раковин и т. д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую).
д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую).
Еще ремонт блока цилиндров может предполагать гильзовку или перегильзовку. В первом случае следует понимать установку гильз, хотя заводская конструкция изначально этого не предполагает. Во втором изношенную гильзу извлекают из блока, после чего устанавливают ремонтную новую.
Как правило, гильзовка блока может быть выполнена двумя способами, когда гильзу охлаждают жидким азотом или же осуществляется нагрев ответной детали. В первом случае охлажденная гильза уменьшается в размере и с легкостью ставится (запрессовывается) на посадочное место. Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга.
Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга.
Напоследок отметим, что также в рамках восстановления блока может потребоваться выполнить ремонт постели подшипников коленчатого вала. Также в некоторых случаях возникает необходимость устранить деформацию блока. Для этого используется метод искусственного старения, когда блок нагревают до определенной температуры, после чего производится обработка различных участков.
Рекомендуем также прочитать статью о том, что такое гильзовка блока цилиндров. Из этой статьи вы узнаете о том, для чего выполняется данная процедура, а также когда возникает необходимость загильзовать двигатель, который изначально не рассчитан на установку гильз в блоке цилиндров.Что в итоге
Как видно, существует достаточно много неисправностей самого блока цилиндров. Некоторые можно считать мелкими (например, если болт обломался в блоке и т.п.), тогда как другие являются достаточно серьезными (например, износ стенок цилиндра, трещины и т.д.)
Некоторые можно считать мелкими (например, если болт обломался в блоке и т.п.), тогда как другие являются достаточно серьезными (например, износ стенок цилиндра, трещины и т.д.)
При этом важно понимать, что в каждом случае технология ремонта блока цилиндров может отличаться. Также сложность ремонта блока двигателя напрямую будет зависеть от самой проблемы, от общего состояние поврежденной детали, от особенностей конструкции и т.д.
На практике это означает, что в одних случаях можно выполнить восстановление блока цилиндров своими руками даже в условиях гаража, тогда как в других потребуется обязательное наличие спецоборудования (станки для расточки блока, хонингования, шлифовки). Также очень важным аспектом является опыт и квалификация самого мастера.
С учетом вышесказанного становится понятно, что доверять выполнение подобных работ следует только опытным специалистам, а сам двигатель оптимально ремонтировать на таких СТО, где реализована возможность производить все необходимые операции прямо на месте. Прежде всего, это позволит сократить сроки ремонта, а также зачастую может служить гарантией качества.
Прежде всего, это позволит сократить сроки ремонта, а также зачастую может служить гарантией качества.
Читайте также
Неисправности блока двигателя
Блок цилиндров – самая значимая часть двигателя автотранспортного средства. Он служит основой движка, исполняя роль проводника для системы смазки, охлаждения. Выход данной части из строя влечет немалые проблемы. В процессе эксплуатации блока и головки цилиндров могут возникать различные дефекты. Основные неисправности блока двигателя – трещины, коробления, кавитационные разрушения. Устранение неисправностей происходит согласно конкретной технологической карте.
Рассматриваем неисправности блока двигателя
Определенные проблемы блока цилиндров заметны, некоторые не видно сразу, но это не означает их отсутствие. Незнание о неисправностях рискует обернуться неприятной эпопеей, посвященной ремонту блока цилиндров, ведь движок в любой момент может прийти в непригодность.
Незнание о неисправностях рискует обернуться неприятной эпопеей, посвященной ремонту блока цилиндров, ведь движок в любой момент может прийти в непригодность.
Характерные неявные неисправности блока цилиндров двигателя:
- деформация блока. Причины: неравномерность нагрева двигателя при эксплуатации, нарушение технологии производства блока (не снятие внутреннего напряжения). Метод ремонта – искусственное старение;
- деформация постели подшипников коленного вала. Причины: естественные, перегревание, недостача смазки коренных подшипников;
- срыв резьбы болта крепления головки блока цилиндров, шпильки. Метод ремонта – растачивание отверстия, нарезка резьбы.
Как видим, характер неисправности определяет технологию ремонта блока двигателя. Провести полноценный ремонт самостоятельно в гаражных условиях вряд ли получится, ввиду необходимости специального оборудования.
Неполадки электронного блока управления двигателем также не сулят ничего хорошего. Во избежание неприятностей, обращайте внимание на признаки возникновения неполадок:
Во избежание неприятностей, обращайте внимание на признаки возникновения неполадок:
- отсутствует сигнал управления на форсунки, бензонасосом, зажиганием, регулятором холостого хода;
- отсутствует реакция датчиков температуры, на λ-регулировку;
- нет связи с системой автодиагностики;
- физические повреждения элементов (сгоревшие проводники, электронные компоненты).
Возникновение неисправностей электронных блоков управления двигателями. Основные причины
Электронный блок управления двигателем – установка важная, требующая особенных навыков обращения при вмешательстве. Неквалифицированное обращение с блоком может привести двигатель в неисправность. Среди основных причин поломки в блоке управления выделяют:
- вмешательство в электронику, двигатель автомобиля неквалифицированными «мастерами» при установке системы сигнализации, осуществлении ремонта;
- запуск стартера при отключенной силовой шине;
- попадание воды в электронный блок управления двигателем;
- замыкание (обрыв) проводки.
Характер неисправности узлов блока управления двигателем практически всегда позволяет сформулировать советы по правильной проверке систем, узлов двигателей, провоцирующих поломки. Ведь если блок сгорел через проблемы в электропроводке, простая замена устройства может не принести желаемого результата.
Восстановление блока цилиндров двигателя: дефектовка и ремонт
Ремонт блока цилиндров двигателя: что нужно знать
Как известно, блок цилиндров двигателя является основой любого ДВС. Фактически, блок представляет собой объемную деталь, внутри которой размещаются различные узлы и механизмы (поршни и кольца, а также гильзы ЦПГ, коленчатый вал, шатуны КШМ и т.д.).
Также на блок цилиндров через прокладку устанавливается головка блока цилиндров, которая является «продолжением» блока. В ГБЦ находится ГРМ.
При этом как узлы внутри блока, так и в ГБЦ подвергаются значительным механическим и температурным нагрузкам во время работы двигателя.
Не удивительно, что повреждения блока цилиндров не только нарушат работоспособность, но и выведут из строя силовой агрегат. По этой причине восстановление блока и его ремонт должен быть выполнен качественно и своевременно.
Основные дефекты и неисправности блока цилиндров двигателя
Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы.
На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д.
Также нередко возникает износ цилиндров по направлению оси коленвала.
Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна,так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы.
- Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
 Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
Восстановление цилиндров двигателя
Итак, ремонт блока цилиндров и восстановление самих цилиндров предполагает:
Для многих двигателей растачивание цилиндров является обязательной процедурой в рамках капитального ремонта мотора. Для выполнения процедуры используется специальный станок для расточки цилиндров двигателей. Под самой расточкой блока следует понимать обработку внутренней поверхности.
Такая обработка фактически представляет собой снятие слоя металла для выравнивания неровностей, удаления задиров, сглаживания раковин и т.д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую).
Следующим шагом после расточки является хонингование. Нанесение хона на внутренние поверхности цилиндров выполняется абразивным мелкозернистым материалом (хонинговальный брус на хонинговальной головке). Сама хонинговальная головка крепится в шпинделе хонинговального станка.
Нанесение хона на внутренние поверхности цилиндров выполняется абразивным мелкозернистым материалом (хонинговальный брус на хонинговальной головке). Сама хонинговальная головка крепится в шпинделе хонинговального станка.
Такой станок позволяет реализовать вращательные и возвратно-поступательные движения.
Еще ремонт блока цилиндров может предполагать гильзовку или перегильзовку. В первом случае следует понимать установку гильз, хотя заводская конструкция изначально этого не предполагает.
Во втором изношенную гильзу извлекают из блока, после чего устанавливают ремонтную новую.
Как правило, гильзовка блока может быть выполнена двумя способами, когда гильзу охлаждают жидким азотом или же осуществляется нагрев ответной детали. В первом случае охлажденная гильза уменьшается в размере и с легкостью ставится (запрессовывается) на посадочное место. Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга.
Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга.
Напоследок отметим, что также в рамках восстановления блока может потребоваться выполнить ремонт постели подшипников коленчатого вала. Также в некоторых случаях возникает необходимость устранить деформацию блока. Для этого используется метод искусственного старения, когда блок нагревают до определенной температуры, после чего производится обработка различных участков.
Рекомендуем также прочитать статью о том, что такое гильзовка блока цилиндров. Из этой статьи вы узнаете о том, для чего выполняется данная процедура, а также когда возникает необходимость загильзовать двигатель, который изначально не рассчитан на установку гильз в блоке цилиндров.
Что в итоге
Как видно, существует достаточно много неисправностей самого блока цилиндров. Некоторые можно считать мелкими (например, если болт обломался в блоке и т.п.), тогда как другие являются достаточно серьезными (например, износ стенок цилиндра, трещины и т. д.)
д.)
При этом важно понимать, что в каждом случае технология ремонта блока цилиндров может отличаться. Также сложность ремонта блока двигателя напрямую будет зависеть от самой проблемы, от общего состояние поврежденной детали, от особенностей конструкции и т.д.
На практике это означает, что в одних случаях можно выполнить восстановление блока цилиндров своими руками даже в условиях гаража, тогда как в других потребуется обязательное наличие спецоборудования (станки для расточки блока, хонингования, шлифовки).
Также очень важным аспектом является опыт и квалификация самого мастера.
С учетом вышесказанного становится понятно, что доверять выполнение подобных работ следует только опытным специалистам, а сам двигатель оптимально ремонтировать на таких СТО, где реализована возможность производить все необходимые операции прямо на месте. Прежде всего, это позволит сократить сроки ремонта, а также зачастую может служить гарантией качества.
Дефектация блока цилиндров
Блок цилиндров — самая важная часть автомобильного двигателя. Именно он служит “базой”, основой всего мотора.
Именно он служит “базой”, основой всего мотора.
Если блок выйдет из строя, автовладельца ждут немалые проблемы — не столько технические, сколько юридические, поскольку блок цилиндров — номерная деталь, и этот номер указан в регистрационных документах на автомобиль.
Грамотная дефектовка блока цилиндров позволит определить не только причины выхода мотора из строя, но и его пригодность для дальнейшей эксплуатации.
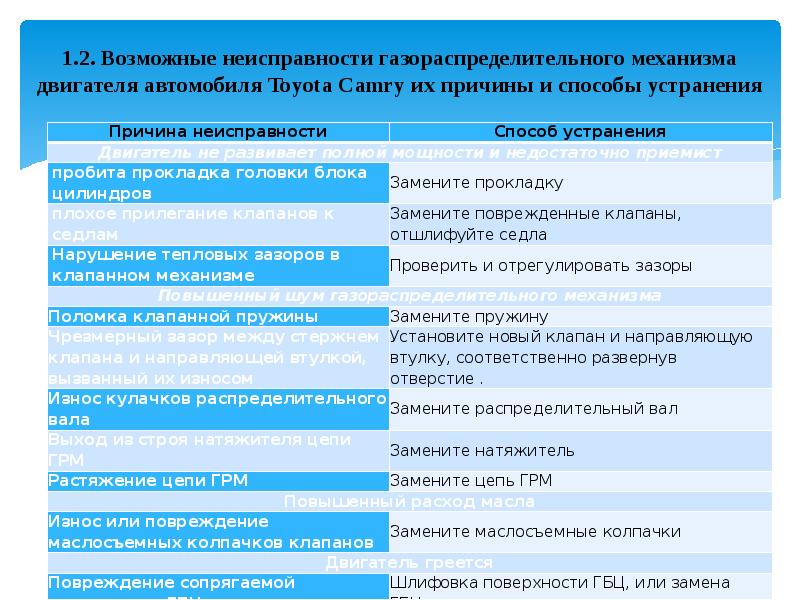
Дефект 1. Глубокие задиры на поверхности цилиндра
Причины:
- Ослаблена посадка поршневого пальца в верхней головке шатуна или нарушена его фиксация в бобышках поршня.
- Перегрев двигателя, в результате которого разрушаются поршни.
- Попадание в цилиндры двигателя посторонних предметов.
Действия:
- Замените шатуны или поршни. Проверьте систему охлаждения и при необходимости отремонтируйте ее. При наличии подобных повреждений блок цилиндров ремонтируется гильзовкой.
Дефект 2. Царапины на поверхности цилиндра
Причины:
- Поломка поршневых колец.
- Поломка перемычек на поршнях между канавками под поршневые кольца.
- Перегрев двигателя.
- Длительная эксплуатация мотора с повреждённым воздушным фильтром или вовсе без него.

Действия:
- Проверьте правильность установки системы зажигания и при необходимости отрегулируйте её. Применяйте бензин с предписанным октановым числом.
- Проверьте систему охлаждения и при необходимости отремонтируйте её. При наличии подобных повреждений блок цилиндров, как правило, ремонтируется расточкой в следующий ремонтный размер или гильзовкой.
Дефект 3. Выработка поверхности цилиндра
Причины:
- Неисправность системы питания.
- Неисправность системы зажигания.
Действия:
- Проверьте систему питания, отремонтируйте и отрегулируйте её. Проверьте и отрегулируйте систему зажигания. При сильном износе поверхности цилиндров блок ремонтируется расточкой в следующий ремонтный размер или гильзовкой.Примечание. Косвенным признаком сильного износа является отсутствие на поверхности цилиндров сетки хона. Проверку выработки, эллипсности и конусности каждого цилиндра следует выполнять так: с помощью индикаторного нутромера, настроенного на требуемый размер, промеряем каждый цилиндр в двух взаимно перпендикулярных плоскостях в верхней, средней и нижней частях цилиндра. Особенно сильный износ наблюдается, как правило, в зоне верхней мёртвой точки, то есть там, где “останавливается” верхнее компрессионное кольцо. Если выработка в цилиндрах превышает 0,1 мм, а эллипсность составляет более 0,05 мм, блок ремонтируется расточкой и последующей хонинговкой в следующий ремонтный размер или гильзовкой.
 Косвенным признаком сильного износа является отсутствие на поверхности цилиндров сетки хона. Проверку выработки, эллипсности и конусности каждого цилиндра следует выполнять так: с помощью индикаторного нутромера, настроенного на требуемый размер, промеряем каждый цилиндр в двух взаимно перпендикулярных плоскостях в верхней, средней и нижней частях цилиндра. Особенно сильный износ наблюдается, как правило, в зоне верхней мёртвой точки, то есть там, где “останавливается” верхнее компрессионное кольцо. Если выработка в цилиндрах превышает 0,1 мм, а эллипсность составляет более 0,05 мм, блок ремонтируется расточкой и последующей хонинговкой в следующий ремонтный размер или гильзовкой.
Косвенным признаком сильного износа является отсутствие на поверхности цилиндров сетки хона. Проверку выработки, эллипсности и конусности каждого цилиндра следует выполнять так: с помощью индикаторного нутромера, настроенного на требуемый размер, промеряем каждый цилиндр в двух взаимно перпендикулярных плоскостях в верхней, средней и нижней частях цилиндра. Особенно сильный износ наблюдается, как правило, в зоне верхней мёртвой точки, то есть там, где “останавливается” верхнее компрессионное кольцо. Если выработка в цилиндрах превышает 0,1 мм, а эллипсность составляет более 0,05 мм, блок ремонтируется расточкой и последующей хонинговкой в следующий ремонтный размер или гильзовкой.Дефект 4. Трещины в цилиндрах
Причины:
- Перегрев двигателя.
- Разрушение поршня и шатуна в результате гидроудара или попадания посторонних предметов в цилиндр.
Действия:
- Как правило, при наличии трещин в цилиндрах блок не ремонтируется, а списывается. В исключительных случаях повреждённый цилиндр можно загильзовать. Проверьте и отремонтируйте систему охлаждения. Проверьте целостность впускного и выпускного трактов. Замените повреждённые детали.Примечание. Определить наличие трещин в блоке цилиндров и их размеры можно с помощью опрессовки.
 В исключительных случаях повреждённый цилиндр можно загильзовать. Проверьте и отремонтируйте систему охлаждения. Проверьте целостность впускного и выпускного трактов. Замените повреждённые детали.Примечание. Определить наличие трещин в блоке цилиндров и их размеры можно с помощью опрессовки.
В исключительных случаях повреждённый цилиндр можно загильзовать. Проверьте и отремонтируйте систему охлаждения. Проверьте целостность впускного и выпускного трактов. Замените повреждённые детали.Примечание. Определить наличие трещин в блоке цилиндров и их размеры можно с помощью опрессовки.Дефект 5. Трещины на верхней плоскости блока, в районе отверстий под болты головки
Причины:
- Блок перед сборкой был плохо промыт и не продут, в результате чего осталась жидкость или грязь в резьбовых от верстиях для болтов, крепящих головку блока.
- Неправильная затяжка болтов головки блока.
- Перегрев двигателя.
Действия:
- Требуется замена блока цилиндров.
- В исключительных случаях возможна заварка трещин и последующая механообработка блока.
Дефект 6. Трещины, пробоины и обломы приливов на других поверхностях блока цилиндров
Причины:
- Обрыв шатуна.
- Разрушение поршня.
- Последствия аварии, в которой произошла деформация моторного отсека.
- Общий перегрев двигателя.
- Неправильная затяжка крепёжных болтов.
Действия:
- Требуется замена блока цилиндров. В некоторых случаях возможна заварка трещин и последующая механообработка блока.
Дефект 7. Разрушение резьбы в крепёжных отверстиях
Причины:
- Неправильная затяжка крепёжных болтов.
Действия:
- Рассверлите отверстия и нарежьте резьбу большего диаметра. Возможна установка футорок.
Дефект 8. Износ постелей коренных вкладышей и дополнительных валиков
В обязательном порядке проверьте состояние посадочных мест под коренные вкладыши и втулки распредвала и вспомогательных валов. Особенно важна эта процедура для двигателей тяжёлых грузовиков и строительной техники.
Крышки коренных опор и их посадочные места тщательно очищаются от загрязнений, после чего крышки устанавливаются на свои места, а крепёжные болты затягиваются предписанным моментом с помощью динамометрического ключа.
Индикаторный нутромер настраивается на требуемый размер (номинальный диаметр постели коленчатого вала). Промеряем каждую опору в нескольких плоскостях. Отличия полученных размеров от номинального не должны быть более 0,02 мм.
В противном случае необходимо произвести операцию по ремонту постели коленчатого вала.
Подобным же образом проверяются и посадочные отверстия под различные втулки. Их можно отремонтировать путём установки новых втулок с увеличенным наружным диаметром.
Если по всем вышеизложенным параметрам блок пригоден к дальнейшей эксплуатации, необходимо выполнить ремонтные работы. После ремонта блок цилиндров должен быть тщательно промыт и продут сжатым воздухом для удаления загрязнений.
опубликовано в журнале “Правильный Автосервис”, №5(39)/2008
Глубокие задиры на поверхности цилиндра
Царапины на поверхности цилиндра
Выработка поверхности цилиндра
Трещины на верхней плоскости блока
Трещины на других поверхностях блока цилиндров
Износ постелей коренных вкладышей
Проверка выработки поверхности цилиндров
Технология восстановления блоков цилиндров
ГОСНИТИ разработаны технологические процессы и комплекты оснастки для восстановления блоков цилиндров тракторных двигателей СМД-14, СМД-60, Д-50, Д-240, Д-65, А-41, ЯМЭ-238НБ, ЯМЗ-240Б.
Технологическими процессами предусмотрено устранение всех дефектов в соответствии с техническими требованиями на капитальный ремонт двигателей. Разработанная оснастка позволяет качественно восстанавливать блоки цилиндров, обеспечивая повышенный послеремонтный ресурс двигателей.
Эта технология широко внедрена на ремонтных предприятиях Госкомсельхозтехники. На рисунке 46 приведена схема технологического процесса восстановления блоков цилиндров, который расчленен на ряд взаимосвязанных маршрутов.
Маршрут I — основной и на схеме показан сплошной линией, остальные маршруты показаны пунктирными линиями. Ниже подробно рассмотрены современные способы устранения основных дефектов блоков цилиндров.
Устранение трещин и пробоин. Наибольшее распространение при устранении трещин и пробоин блоков цилиндров получили сварочные процессы. Для сварочных процессов разработано и изготовлено необходимое оборудование, обеспечивающее качественное выполнение работ по заварке трещин и пробоин.
Заваривать трещины и пробоины блоков цилиндров можно как при холодном, так и горячем процессах.
В последние годы широкое применение получила на ремонтных предприятиях холодная сварка чугунных блоков цилиндров самозащитной проволокой ПАНЧ-11, позволяющей с высоким качеством ремонтировать трещины, пробоины, сколы и другие дефекты.
Хорошие результаты при холодной заварке трещин, особенно в перемычках между цилиндрами, дает полуавтоматическая сварка в среде аргона А проволокой МНЖКТ-5-1-02-02.
Сварное соединение высокого качества при холодной сварке блоков цилиндров получают, применяя специальные железоникелевые электроды марки МНЧ-2, медно-железные электроды ОЗЧ-2.
Холодную сварку чугунных блоков цилиндров можно производить комбинированным способом, когда с целью экономии дорогостоящих материалов и получения сварного шва требуемого качества используют электроды различных марок. При этом первый слой на кромках трещины наносят проволокой ПАНЧ-11 или МНЧ-2, а последующие слои — стальными электродами ЦЧ-4, ЦЧ-ЗА, УОНИ-13/45. сварку. При отсутствии специальных сварочных материалов сваривать чугунные блоки цилиндров можно стальными электродам» методом наложения отжигающих валиков.
Подготовка к сварке, режимы, оборудование, материалы для холодной и горячей сварки чугунных и алюминиевых деталей приведены были ранее (см. стр. 10).
Трещины в блоках цилиндров могут быть устранены с помощью фигурных вставок. Технология ремонта трещин фигурными вставками подробно изложена ранее.
Весьма эффективно проводить ремонт ГБЦ, в том числе устранять трещины, технологией газодинамического напыления металлов ДИМЕТ, использование которой не приводит к нагреву поверхности свыше 150 градусов.
https://www.youtube.com/watch?v=DymZV5xK4U8
Зачастую заваренная трещина или пробоина не имеет достаточной герметичности. Для создания герметичности применяют по- ‘ лимер-ные составы, приготовленные на основе эпоксидных смол. Применение герметизирующих полимерных материалов необходимо также при ремонте трещин фигурными вставками.
Трещины и пробоины в мейее ответственных местах блоков цилиндров могут быть устранены путем применения эпоксидных составов.
Технология ремонта трещин и пробоин в корпусных деталях с применением полимерных материалов подробно рассмотрена ранее (см. стр. 64).
Восстановление гнезд коренных подшипников. Наиболее простой способ восстановления изношенных поверхностей под вкладыши коренных подшипников блоков цилиндров — растачивание этих поверхностей и использование вкладышей ремонтного (увеличенного) размера.
Блоки, имеющие диаметр отверстий под вкладыши 97,93… …98,06 мм, для двигателей типа СМД (СМД-14, СМД-14А, СМД-14Б, СМД-14К, СМД-14Н, СМД-15К, СМД-15КФ, СМД-12Б, СМД-17К, СМД-18) и 80,93… 81,06 мм для двигателей Д-50, Д-50Л, Д-240 и несоосность коренных опор более 0,07 мм, направляют на расточку коренных опор под вкладыши с увеличенным наружным диаметром. Для растачивания опор под вкладыши коренных подшипников в большинстве случаев на ремонтных предприятиях применяют расточные станки типа РД.
Блок цилиндров устанавливают на плоскость разъема с поддоном, т. е. так же, как и при изготовлении.
Однако использовать заводские базовые отверстия в блоке для установки его на станке невозможно, так как они в процессе изготовления блоков были смяты и деформированы.
В связи с этим устанавливают блоки в горизонтальной плоскости на станке относительно борштанги специальными быстродействующими индикаторными устройствами с точностью до 0,02 мм.
Для центровки блока цилиндров относительно оси борштанги расточного станка два измерителя устанавливают в пазы на концах борштанги и закрепляют.
При повороте борштанги на 180° индикаторы обоих измерителей покажут удвоенное значение смещения осей крайних отверстий блока относительно оси борштанги з горизонтальной плоскости.
Перемещая блок цилиндров на опорах станка, необходимо добиться одинаковых показаний каждого из индикаторов в левом и правом горизонтальных положениях в пределах ±0,03 мм, после чего блок закрепляют и снимают измерители.
Обрабатывают опоры блока цилиндров под вкладыши ремонтного размера при 200… 250 об/мин борштанги и подаче 0,08 мм/об ,до диаметров согласно следующим данным (допуск для всех 4-0,02 мм).
Овальность и конусность коренных опор не должны превышать 0,02 мм. Шероховатость расточенных поверхностей отверстий должна быть не более Ra= 1,25 …0,63 мкм. После растачивания блоки направляют на промывку масляных каналов с целью удаления стружки.
При отсутствии вкладышей ремонтного размера опоры восстанавливают путем фрезерования плоскостей разъема крышек коренных подшипников на 0,3… 0,4 мм и последующего растачивания до нормального размера при условии сохранения допустимого размера расстояния от оси отверстия опор до верхней плоскости блока цилиндров.
Для фрезерования плоскостей разъема комплект крышек устанавливают в приспособление и на станке типа 6М12П фрезеруют опорные поверхности крышек под гайки «как чисто». Затем переставляют крышки в приспособлении плоскостью разъема вверх (рис. 47), фрезеруют их, выдержав размер Н (рис. 48).
Для блоков цилиндров двигателей Д-50 и Д-240 размер Н должен быть не менее 72 мм, двигателя СМД-14 —не менее 98 мм, двигателя СМД-60 — не менее 109 мм. Паз под усик вкладыша углубляют фрезой. Крышки с обработанными плоскостями разъема устанавливают на блок, закрепляют и растачивают до нормального размера.
Установку блока цилиндров в горизонтальной плоскости производят аналогично описанной ранее при растачивании коренных опор под вкладыши ремонтных размеров.
В вертикальной плоскости блок цилиндров устанавливают после контроля расстояния от плоскости прилегания головки до верхней точки отверстия под вкладыши коренных подшипников индикаторным приспособлением. Растачивание отверстий с переносом оси в глубь цилиндров допускается при размерах А и В (рис. 49).
Обычно ремонтируемые блоки цилиндров имеют по этим параметрам припуски в пределах 0,1… 0,15 мм.
В этом случае блок устанавливают на станке с заниженным расположением оси опор ло отношению к оси борштанги, что обеспечивает припуск для расточки в верхней полуокружности опоры (кроме боковых участ-жов).
Растачивают отверстия на станках типа РД резцами ВК6М при режимах: частота вращения борштанги—180 об/мин, подала — 0,05 мм/об, глубина резания — 0,2 мм.
ГОСНИТИ разработаны технологический процесс и оборудование для восстановления изношенных гнезд коренных подшипников ‘блоков цилиндров с диаметром отверстий 95 мм и более электро-:контактной приваркой стальной ленты с последующим растачиванием приваренного слоя до номинального размера. Для приварки применяют ленту из стали 20, допускается также применение лен-«хы из стали 10.
Технологический процесс приварки заключается в следующем. Изношенные гнезда растачивают до диаметра, превышающего номинальный на 1 мм. Из стальной ленты толщиной 1 мм изготавливают две заготовки шириной, равной ширине гнезда, и длиной L = где ?) — диаметр расточенного гнезда.
Заготовкам придают форму, идентичную форме коренной опоры. Затем заготовки вставляют в отверстия коренных опор. При этом заготовки должны полностью огибать поверхности отверстий без нахлеста в месте стыка, с зазором не более 0,5 мм.
После установки ленты приварку начинают на расстоянии 5… 10 мм от места стыка ленты и продолжают в сторону, противоположную стыку, делая полный оборот сварочной головки с перекрытием 5… 10 мм.
Скользящие токопередающие контакты, изготовленные из бронзы БрХ диаметром 50 …60 мм, смазывают графито-касторовой смазкой (25… …30% графита П марки А и 70 …75% технического касторового масла первого сорта).
Режимы сварки в зависимости от марки чугуна рекомендуются следующие: сила сварочного тока 6,5… 8,5 кА; длительность импульса сварочного тока 0,14…0,24 с; пауза между сварочными импульсами 0,04… 0,1 с; скорость сварки 0,5… 1 м/мин; усилие сжатия 1800…2500 Н; ширина рабочей части ролика 6…8 мм.
Обрабатывают приваренный слой на расточных станках борштангой в три прохода. Черновое растачивание производят твердосплавными пластинками типа ВК-4. Получистовое и чистовое растачивание ведут резцами с пластинками, изготовленными из эльбора-Р или гексанита-Р.
Заключительная операция механической обработки приваренного слоя — хонингование.
При наличии повреждений отдельных гнезд коренных подшипников ремонту подвергаются только они. В этом случае поврежденное гнездо растачивают и полуокружность в блоке наплавляют электродуговой или газовой наплавкой. Чаще всего применяют газовую наплавку латунью Л-63.
Наплавленный слой меди или латуни хорошо обрабатывается лезвийным инструментом, но его твердость ниже твердости чугуна. Наплавка латуни на поверхность детали без ее подогрева может привести к образованию трещин, поэтому поверхность вблизи изношенной опоры подогревают газовой горелкой до 500… 700 °С.
Наплавленные опоры растачивают до нормального размера борштан-гой с одним резцом. При этом необходимо предварительно обработать плоскости разъема крышек.
При несоосности опор коренных подшипников более допустимых пределов, но не более 0,07 мм для двигателя СМД-14 и его модификаций, а также двигателей Д-50, Д-240 и отсутствии других дефектов коренные вкладыши (новые или бывшие в употреблении) устанавливают в опоры и растачивают по антифрикционному слою под размеры имеющихся коленчатых валов. Вкладыши нужно растачивать в тех блоках, которые имеют размеры отверстий под вкладыши не более допустимых без ремонта.
Перед растачиванием вкладыши промывают дизельным топливом при температуре 70… 80 °С в течение 5 мин. Вкладыши на мойку должны направляться парами в комплекте для одного двигателя.
Эти пары — верхние и нижние вкладыши — не должны рас-комплектовываться. Вкладыши, бывшие в употреблении, предназначенные для растачивания, не должны иметь смятых установочных выступов, износов и задиров на наружной поверхности.
На антифрикционном слое не допускаются задиры и риски глубиной более 0,3 мм.
Для растачивания вкладышей могут быть использованы модер-. низированные станки РД или другие станки, обеспечивающие необходимую точность. Модернизированные станки РД выпускаются с редуктором, обеспечивающим частоту вращения шпинделя 250 об/мин для растачивания чугуна и 1200 об/мин для растачивания антифрикционного слоя.
При растачивании вкладышей в блоках несоосность осей коренных опор и борштанг допускается не более 0,03 мм. Растачивают вкладыши при 1000… 1200 об/мин борштанги и подаче 0,025 мм/об. Перед расточкой вкладышей гайки у двигателей СМД и болты у двигателей Д-50 крышек коренных подшипников затягивают с моментом 2,0… 2,2 Н-м.
Овальность и конусность расточенных вкладышей не должна превышать 0,02 мм. Шероховатость поверхности расточенных вкладышей должна быть не более i?a=0,63… 0,32 мкм. После растачивания толщина слоя антифрикционного сплава должна быть не менее 0,3 мм. На внутренней расточенной поверхности допускается кольцевая риска шириной и глубиной до 0,3 мм.
Блоки в сборе с расточенными вкладышами промываются для удаления стружки.
Восстановление поверхностей отверстий под гильзы цилиндров.
При глубине кавитационных раковин до 1,5 мм на нижних посадочных поясках в отверстиях под гильзы цилиндров протачивают вторую канавку выше или ниже первоначальной под стандартное резиновое уплотнительное кольцо (рис. 50). При этом блок цилиндров устанавливают на столе радиально-сверлильного станка и с помощью расточного приспособления растачивают канавку.
Приспособление с утопленными резцами вводят в гнездо под гильзу и закрепляют гайками ;на двух шпильках блока. К приводной головке приспособления подводят оправку, установленную конусом в шпинделе станка. Выдвигают резцы путем легкого притормаживания маховика, втягивающего конусный разжим в резцовой головке.
Ход маховика ограничен закрепленной на резьбе контргайкой. Скорость вращения шпинделя станка — не более 30 об/мин.
Для устранения овальности посадочных отверстий под гильзы цилиндров применяют комбинированную развертку, устанавливаемую в обрабатываемые гнезда заходной частью и имеющую привод как от шпинделя радиальносверлильного станка 2Н55, так и ручной при тонком слое снимаемого металла.
Обрабатывают верхнее и нижнее отверстия одновременно. Неравномерный износ торцевой поверхности гнезда под бурт гильзы, достигающий более 0,05 мм, устраняют на станке 2Н55 с помощью самоустанавливающейся по оси отверстия зенковки с регулируемым концевым упором. Припуск на обработку принимают, как правило, 0,2 мм. Под гильзу на обработанный торец устанавливают металлическое кольцо.
Износ посадочных отверстий в блоке под нижний поясок гильзы и имеющиеся кавитационные раковины глубинои более 2 мм устраняют .путем растачивания на вертикальном алмазно-расточном станке 278Н нижнего посадочного пояска и запрессовки металлического кольца с готовой канавкой под уплотнение.
С этой целью резцовую голов/ку станка с помощью центрирующего приспособления устанавливают соосно с верхним посадочным пояском, после чего приспособление снимают, резцовую головку опускают до уровня нижнего пояска и выполняют расточку гнезда. В пояске остается перемычка толщиной 5 мм для упора металлического кольца при его запрессовке.
Растачивают при 250 об/мин шпинделя и подаче 0,08 мм/об. Затем в перемычке прорезают паз с двух противоположных сторон для установки кольца.
Рис. 51. Блок цилиндров двигателя Д-240 с запрессованным кольцом в нижнее посадочное отверстие.
Наружную поверхность кольца и поверхность гнезда дважды обезжиривают техническим ацетоном. После обезжиривания наносят тонким слоем на поверхность гнезда эпоксидный состав и запрессовывают кольцо до упора в бурт (рис. 51).
Для вклеивания ремонтного кольца состав на основе эпоксидной смолы готовят по следующей рецептуре (в весовых частях) : эпоксидная смола ЭД-6 или ЭД-16— 100, дибутилфталат — 15, полиэтиленполиамин— 10. В отремонтированное гнездо блока цилиндров устанавливают гильзу и проводят отвердевание эпоксидного состава.
После этого гильзу и резиновое уплотнительное кольцо извлекают, зачищают поверхность посадочного места от наплывов эпоксидного состава шлифовальным кругом на машине типа ШР-06.
Восстановление резьбовых соединений. Поврежденные или изношенные резьбовые отверстия восстанавливают установкой резьбовых спиральных вставок. Технология восстановления резьбовых отверстий с применением резьбовых спиральных вставок изложена в главе 6 первого раздела.
При наличии изломанных болтов и шпилек место излома зачищают заподлицо с поверхностью блока. В центре облома сверлят отверстие диаметром (согласно таблице 27) на всю длину облома.
Затем забивают экстрактор в высверленное отверстие соответствующего номера, на экстрактор надевают специальную гайку и вывинчивают обломок из резьбового отверстия.
После удаления обломанной части шпильки или болта резьба «прогоняется» соответствующим метчиком. При повреждении резьбы устанавливают резьбовую спиральную вставку.
Изношенные втулки распределительного вала заменяют новыми с последующим развертыванием до нормального размера.
Контроль восстановленных блоков цилиндров. Опорную поверхность под бурт гильзы проверяют с помощью приспособления для контроля выточки под гильзу. Разница замеров глубины гнезда в четырех точках должна -быть не более 0,05 мм.
Размеры, овальность и конусность отверстий под гильзы цилиндров, втулки распределительного вала, коренных опор блоков цилиндров и блоков цилиндров в сборе с вкладышами контролируют нутромером.
Соосность коренных опор блоков цилиндров и блоков цилиндров в сборе с вкладышами контролируют приспособлением КИ-4862.
Шероховатость обработанных поверхностей контролируют с помощью образцов шероховатости. Размеры и другие параметры восстановленных блоков цилиндров должны соответствовать установленным требованиям (см. табл. 25).
Ремонт блока цилиндров автомобиля
К слесарным и механическим работам при ремонте блоков цилиндров двигателей относятся подготовка к заварке и обработка после заварки трещин и обломов блока, замена втулок под шейки распределительного вала, обработка отверстий под толкатели клапанов, обработка плоскостей прилегания головок цилиндров, восстановление резьбовых отверстий и др.
Трещины и пробоины в блоках могут возникать в результате Удара, замерзания воды в системе охлаждения, а также резкого охлаждения перегретого двигателя.
Перед заваркой трещину разделывают под углом 120° на глубину 3—4 мм и по ее концам сверлят отверстия 0 3—4 мм. Для разделки трещин в основном применяют пневматическую машинку с абразивным кругом.
Поверхность металла вокруг трещины на 15—20 мм очищают от ржавчины и грязи.
Заварку трещин ведут прерывистым швом с последующей заваркой пропусков в сварных швах.
Трещины, проходящие через нижние перемычки между цилиндрами, восстанавливают заваркой с приваркой прутка на перемычке и постановкой стяжных шпилек на эпоксидной смоле.
На месте пробоины накладывают стальную пластину толщиной 2,0—2,5 мм так, чтобы она перекрывала трещину по периметру на 10—15 мм. После этого пластину обстукивают молотком, чтобы она приняла вогнутую форму для компенсации линейных расширений при сварке, а затем приваривают прерывистым швом.
Для герметизации сварочных швов на них наносится слой эпоксидной композиции. Пробоины можно восстанавливать практически любого размера и характера. После устранения дефектов сваркой рубашку охлаждения блока цилиндров испытывают на стендах на герметичность водой под давлением 4 кг/см2 в течение 2—3 мин.
При ручной холодной электродуговой сварке применяется следующее оборудование: сварочные трансформаторы ТДП-1, ТС-300, -500, ТД-300, -500; сварочные выпрямители ВДГ-301, -302, -303; а также однопостовые сварочные преобразователи и агрегаты ПСО-ЗОЗ-З, ПС-500 и САМ-300-2 (последний может применяться для работы на воздухе и под дождем). В этом агрегате применяется генератор брызгозащитного исполнения.
Трещины на стенках водяной рубашки алюминиевых блоков (и головок) заваривают или заплавляют аргонодуговой сваркой.
По сравнению с другими способами эта сварка обладает рядом преимуществ: надежная газовая защита сварочной ванны от воздействия окружающего воздуха максимально сохраняет химический состав металла сварных соединений; концентрированное действие дуги обеспечивает незначительное коробление детали; отпадает необходимость в прёдваржтельном общем нагреве, что значительно снижает трудоемкость сварочных работ. Для аргонодуговой сварки применяются установки УДГ-301 и -501.
Отверстия с изношенной или поврежденной резьбой восстанавливают нарезанием резьбы увеличенного ремонтного размера, заваркой отверстий с последующим нарезанием резьбы номинального размера или спиральными резьбовыми вставками.
Рис. 1. Спиральная резьбовая вставка (а) и ее установка в отверстие детали (б)
Вставка представляет собой пружинящую спираль, изготовленную из проволоки ромбического сечения (рис. 1). На одном конце спирали загнут технологический поводок, посредством которого вставку заворачивают в предварительно подготовленное отверстие.
Технологический процесс ремонта резьбового отверстия при помощи спиральной вставки включает в себя следующие операции: рассверливание дефектного отверстия до определенного размера, нарезание в нем резьбы, соответствующей размеру спиральной вставки, ввертывание спиральной вставки и обламывание технологического поводка по насечке.
Для ремонта резьбовых отверстий спиральными вставками выпускается специальный комплект, в который, кроме вставок, входит инструмент: сверла, специальные метчики, ключи для заворачивания вставок, бородки для срубания технологического поводка.
Выполнение операций при ремонте отверстий спиральными вставками не представляет особой сложности.
Дефектное отверстие рассверливают, нарезают в нем резьбу под спиральную вставку и при помощи специального ключа вворачивают ее в отверстие, пока последний виток вставки не окажется на 0,5 мм ниже уровня основной поверхности. После этого в отверстие вставляют бородок и срубают технологический поводок.
Так как в свободном состоянии наружный диаметр вставки несколько больше диаметра ремонтируемого отверстия, то после заворачивания в резьбовое отверстие вставка находится в напряженном состоянии и удерживается в отверстии достаточно прочно.
Практика восстановления деталей показала, что способ ремонта дефектных резьбовых отверстий при помощи спиральных резьбовых вставок является эффективным и целесообразным для большинства резьбовых отверстий в корпусных деталях автомобиля.
Исключением являются сильно изношенные резьбовые отверстия, диаметр которых больше наружного диаметра вставки.
Такие отверстия иногда встречаются в блоке цилиндров (под шпильки крепления головки блока), в газопроводе (под шцильку крепления фланца приемной трубы глушителя), в картере сцепления (под болты крепления стартера).
Рис. 2. Комплект приспособлений для ремонта резьбовых отверстий спиральными вставками: 1 — коробка; 2 — метчик М12Х 1.5Д-2-1; 3 — бородок; 4 — сверло 10;5; 5 — метчик М12X 1.5Д-2-11; 6—ключ; 7 — спиральные резьбовые вставки
Ремонт резьбовых отверстий в автомобильных деталях способом постановки спиральных резьбовых вставок по сравнению с ремонтом при помощи резьбовых втулок (ввертышей) или нарезанием новой (ремонтной) резьбы обеспечивает повышение износостойкости резьбовых соединений, исключает возможность заедания ввертываемых деталей, значительно повышает производительность труда и снижает стоимость .ремонта.
Изношенные и деформированные гнезда под вкладыши коренных подшипников восстанавливают в основном двумя способами. В первом случае изношенные поверхности гнезд под вкладыши наплавляют твердым припоем ПМЦ54 или латунью Л62 с помощью ацетилено-кислородной горелки. Толщина наплавляемого слоя 1,5—2,0 мм.
Затем поверхности крышки коренных подшипников фрезеруют или шлифуют на глубину не более 0,3 мм. После этого крышки собирают с блоком цилиндров. Момент затяжки болтов крепления 11 —13 кгс-м для блоков двигателя ЗИЛ-130 и 30—32 кгс-м для ЯМЗ-238.
Далее гнезда коренных подшипников растачивают в линию под номинальный размер на специальных двухшпиндельных горизонтально-расточных станках.
На этих станках растачивание гнезд коренных подшипников ведется одновременно с растачиванием втулок распределительного вала, Одновременное растачивание обеспечивает номинальное расстояние между осями гнезд коренных подшипников и втулками распределительного вала.
Рис. 3. Блок цилиндров двигателя ЗИЛ-130: а — вид спереди; б — разрез по 2-му цилиндру блока
Несоосность расточенных отверстий должна быть не более 0,02 мм для двигателя ЗИЛ-130 на длине блока, а биение расточенных гнезд средних опор относительно крайних допускается не более 0,025 мм для двигателя ЯМЭ-238.
Менее трудоемким и наиболее перспективным способом восстановления гнезд коренных подшипников является способ постановки компенсирующих пластин (под вкладыши), который заключается в следующем.
Перед растачиванием и контролем расточенных блоков цилиндров болты и гайки крепления крышек коренных подшипников должны быть затянуты моментом, соответствующим требованиям технических условий, которые были приведены ранее.
Далее производится одновременное растачивание гнезд коренных подшипников блоков под установку компенсирующих пластин.
После операций контроля и межоперационной мойки в блоках цилиндров и крышках устанавливаются компенсирующие пластины, затем блок подается на сборку.
Компенсирующие пластины устанавливаются в блок так, чтобы усик вкладыша входил в паз пластины и она выступала над плоскостью разъема блока цилиндров И крышки.
Пластины изготавливаются штамповкой из ленты высокой точности, материал — сталь 50. Толщина пластины 0,3 мм для двигателей ЯМЭ-238 и 0,25 мм для ЗИЛ-130.
Читать далее: Ремонт шатунов двигателя
– Техническое обслуживание автомобилей
Главная → Справочник → Статьи → Форум
Ремонт блока цилиндров двигателя своими руками
Блок цилиндров является основной деталью двигателя. В нем и на нём находится и крепиться именно то, что мы называем двигателем. Традиционно блок цилиндров изготавливался из чугуна, теперь все чаще стали применять алюминий.
Что будем ремонтировать в блоке цилиндров?
Технология ремонта блока цилиндров, в основе своей, требует применения специализированных станков для расточки или хотингования. Хотя, в некоторых случаях, осуществляя ремонт блока цилиндров двигателя своими руками, можно применять и ручную хотинговальную головку для электродрели.
Ремонт головки блока цилиндров, или замену прокладки ГБЦ, частично тоже можно отнести к ремонту блока цилиндров. Но, речь пойдёт конкретно именно о ремонте блока цилиндров.
Как квалифицированные профессионалы, мы прекрасно понимаем, что прежде, чем браться за молоток, нужно разобраться по какой детали стучать будем. То есть речь идет о традиционных неисправностях, при которых ремонт блока цилиндров просто необходим.
Износ поверхностей цилиндров. Это основной, но не единственный дефект. Ремонт цилиндров, как правило, сводится к расточке и хотингованию цилиндра. Таким образом, убирается эллипсность, возникающая от особенностей работы поршней, удаляются царапины и задиры поверхности цилиндров.
Сильный износ цилиндра может происходить из-за большого осевого зазора в упорном подшипнике коленвала. Самым частым считается «естественный» износ поверхности цилиндра. Он происходит в итоге длительной эксплуатации в нормальном режиме. Проявляется в верхней части цилиндра в зоне ВМТ (верхней мертвой точки) в момент прихода в нее поршня.
Обрыв шатуна. Как правило, обрыв шатуна и следующие за ним сколы и пробоины нижней части цилиндра происходят из-за перегрева шатунного подшипника. Это результат недостаточной смазки подшипника.
Обрыв клапана или разрушение седла приводят к тому, что происходит повреждение в верхней части цилиндра. В этом случае на поверхности цилиндра появляются задиры или забои.
Трещины в гильзе. Этот дефект встречается редко, но он имеет место быть. Причиной этой трещины может послужить чрезмерная или неправильная затяжка болтов ГБЦ.
Зачастую задиры поверхности цилиндра являются прямым следствием перегрева двигателя. Во всех перечисленных случаях требуется ремонт цилиндров. Мероприятие не из быстрых, и недешёвых. Перечисленные дефекты и неисправности, требующие проводить ремонт блока цилиндров, относятся к числу явных.
Какие неисправности блока цилиндров не видны сразу
Их не видно, но они есть. Не знать об этих неисправностях, означает, что ремонт блока цилиндров двигателя, может перерости в неприятную эпопею. Когда после ремонта блока цилиндров, через десяток тысяч километров, двигатель опять выходит из строя.
Деформация блока. Это может произойти из-за нарушения технологии изготовления блока, когда не было снято внутреннее напряжение. Особенно это относится к чугунным блокам.
Для этого существует такая технология ремонта блока цилиндров, как искусственное старение.
Нагрев блока в определенной температуре и затем механическая обработка: фрезеровка плоскостей, расточка цилиндров и постели коленвала.
Ещё одна причина деформации самого блока цилиндров – неравномерность его нагрева во время эксплуатации.
Ремонт постели подшипников коленвала. Он требуется как из-за естественной деформации, так и из-за перегрева или недостатка смазки коренных подшипников.
На фоне перечисленных неисправностей, срыв шпильки или резьбы болта крепления ГБЦ – мелочь для механика. В этом случае растачивается отверстие и нарезается резьба.
Из перечня всех возможных неисправностей блока цилиндров, можно сделать вывод, что технология ремонта блока цилиндров двигателя в каждом случае может быть разной. Ремонт блока цилиндров своими руками в полном объёме вам вряд ли удастся выполнить на 100% в условиях гаража, так как определенные операции требуют специального оборудования.
Удачи вам в проведении ремонта блока цилиндров своими руками.
МоторИнтех – Наши возможности (Работы по головке блока цилиндров)
Вас интересует выгодная цена на ремонт головки блока цилиндров двигателя? Наиболее доступную стоимость готов предложить вам специализированный центр ООО «МоторИнтех».
Доверять все работы, связанные с двигателем в целом и с ремонтом ГБЦ можно только профессионалам.
Почему? По той простой причине, что без соответствующего опыта и знаний, без профессионального инструмента, мотор так и останется до конца «не долеченным».
Правильная работа ГБЦ — основная составляющая успешной работы двигателя в целом. Наиболее качественный ремонт ГБЦ возможен только при наличии высокотехнологичного оборудования и квалифицированных специалистов.
Ремонт ГБЦ включает в себя несколько этапов: подготовительные работы (мойка и опрессовка, разборка и дефектация), ремонт деталей клапанного механизма, ремонт постелей распределительных валов, ремонт резьбовых соединений и отверстий, обработку плоскостей и окончательную сборку.
Подготовительные работы
Любые работы по ремонту ГБЦ начинаются с демонтажа навесного оборудования и технологической мойки. Это позволяет очистить ГБЦ от масляных отложений, продуктов горения и других загрязнений, которые могут скрыть поверхностные дефекты ремонтируемой детали. Первоначальная оценка объема работ и порядок их выполнения в случае обнаружения таких дефектов может значительно изменяться.
Следующий этап подготовки к ремонту — опрессовка ГБЦ, в ходе которой проверяется герметичность рубашки охлаждения, при обнаружении микротрещин, в большинстве случаев ГБЦ подлежит замене.
Опрессовка также проводится после замены прогоревших, износившихся или разрушенных седел клапанов.
Работы по опрессовке выполняются специалистами ООО «МоторИнтех» на специальном оборудовании в условиях максимально приближенных к условиям работы двигателя.
Для дальнейшего определения состояния ремонтируемой головки необходима разборка клапанного механизма и его последующая дефектация.
Даже такая незначительная операция должна выполняться исключительно профессионалами, что гарантирует сохранность разбираемых деталей и возможность дальнейшего их использования.
Дефектация, ремонтируемых ГБЦ, проводится с помощью специального измерительного инструмента. В ходе дефектации определяется объем предстоящих работ по ремонту ГБЦ.
Ремонт деталей ГБЦ
После проведения подготовительных работ производится замена изношенных и деформированных деталей новыми. При отсутствии заводских направляющих втулок клапанов, таковые могут быть изготовлены в нашем специализированном центре ООО «МоторИнтех» из аналогичных сплавов. Всегда заменяются все резиновые детали, прокладки и сальники.
Наибольшую сложность представляет собой восстановление распределительных валов ГБЦ и их постелей.
Дефекты, возникающие при неправильной эксплуатации двигателя, (работа без смазки, перегрев двигателя) приводят к деформации распределительных валов и износу опорных шеек и кулачков, образованию задиров, глубоких царапин и рисок как на самих валах, так и на их постелях, что может привести к необратимым последствиям вплоть до выхода из строя всего двигателя.
Современные технологии ремонта в большинстве случаев позволяют восстанавливать изношенные поверхности постелей и распределительные валы, продлевая тем самым срок службы ГБЦ. Исключение составляют полые облегченные распределительные валы, которые при любых повреждениях подлежат обязательной замене.
Если у Вас возникли проблемы, связанные с восстановлением Распредвалов и постелей РВ, обращайтесь в наш специализированный центр ООО «МоторИнтех», и мы качественно и быстро решим ваши проблемы.
Следующий этап заключается в восстановлении всевозможных резьбовых и крепежных элементов, резьб свечных колодцев, а на дизельных головках блока отверстий форсунок и свечей накаливания.
Одной из заключительных операций по ремонту ГБЦ является фрезеровка привалочной плоскости.
Операция сводится к выравниванию плоскости ГБЦ на фрезерном или шлифовальном станках для обеспечения герметичного соединения головки блока цилиндров с блоком цилиндров по всей площади плоскости и исключения возможных утечек технических жидкостей, циркулирующих в каналах систем смазки и охлаждения. Многие заводы-изготовители допускают незначительное уменьшение высоты головки блока цилиндров и выпускают ремонтные прокладки увеличенной толщины.
Перед окончательной сборкой клапанного механизма необходимо обработать седла и фаски клапанов для обеспечения герметичного перекрытия впускных и выпускных каналов во время работы двигателя.
Детали клапанного механизма обрабатываются в специализированном центре ООО «Моторинтех» на современных высокоточных станках, а проверка качества выполненных работ производится на специальных измерительных установках.
В заключение, на некоторых моделях двигателей современных автомобилей необходима ручная регулировка зазоров привода клапанов с помощью измерительных щупов.
Ремонт блока цилиндров и головки блока цилиндров двигателя
Здравствуйте, уважаемые автолюбители! Когда речь идёт об устройстве автомобиля, и при этом говорят, что та или иная деталь, узел или механизм, являются самыми главными, возникает естественный вопрос.
А сможет ли функционировать авто, без неглавных деталей? Наверное, всё же нет главных и неглавных деталей в автомобиле. Каждая выполняет свою функцию, и каждая необходима, коль скоро она есть в конструкции.
Давайте рассмотрим одну из основных частей двигателя – блок цилиндров. Блок цилиндров играет роль корпуса и основы всего двигателя автомобиля. Выполненный в виде цельнолитой детали из чугуна или алюминия, блок цилиндров – это то, в «чём» и на «чём» размещены все составляющие системы, узлы и детали двигателя авто.
Устройство блока цилиндров
Ремонт блока цилиндров — видео
Сверху на блок цилиндров крепится головка блока цилиндров, а его нижняя часть является частью картера двигателя.
Внутри блок цилиндров представляет собой основу (место) для размещения коленвала, цилиндров блока в различном исполнении: либо как части блока, либо как сменными втулками (гильзы).
Корпус блока цилиндров – это проводник для таких важных систем двигателя, как система смазки, система охлаждения. Функциональность этих систем происходит при помощи каналов и технологических отверстий, по которым, в нужном направлении перемещаются, и выполняют свои функции: моторное масло и охлаждающая жидкость.
Как и всё в этом бренном мире, блок цилиндров и его системы, так же выходит из строя и ломается. Ремонт блока цилиндров требуется в случае выхода из строя одной из его составляющих.
Ремонт блока цилиндров двигателя выполняется в соответствии со своими технологическими картами. И отличает ремонт блока от, например, ремонта подвески автомобиля, лишь временная разница выхода из строя тех или иных деталей.
Для каких деталей нужен ремонт в блоке цилиндров
Если вы сейчас ожидаете увидеть полный перечень неисправностей, которые могут произойти с блоком цилиндров и его внутренностями, то этого не будет. Для того, чтобы перечислить все мыслимые поломки, которым требуется ремонт, не хватит одной книги.
Постараемся акцентировать ваше внимание на наиболее характерных неисправностях крупных узлов и деталей. Их не так уж и много, но все эти неисправности требуют большой и кропотливой работы по ремонту блока цилиндров.
В принципе, каждая технологическая операция по ремонту тесно связана с другой. Порой ремонт головки блока цилиндров, тянет за собой перегильзовку или хонингование, замену распредвала и т.д.
- ремонт чугунных блоков цилиндров. В этом случае вы должны понимать, что ремонт своими руками вряд ли удастся выполнить, если только вы не профессиональный сварщик. Причины появления трещин в корпусе блока цилиндров разные: от перегрева двигателя до неправильной затяжки болтов головки блока цилиндров.
Ремонт трещин головки блока цилиндров и блока цилиндров производится методом сварки (как с предварительным прогревом, так и без него). Если поверхность, на которой образовалась трещина, не имеет сложных форм, то ремонт пройдет успешно. Если же нет, то эффективность сварки во многом зависит от мастерства сварщика.
- ремонт головки блока цилиндров – это целый комплекс мероприятий. Сюда может входить и ремонт (замена) распредвала, ремонт постелей распредвала и т.д. Большую часть работ по ремонту головки блока цилиндров придётся проводить при помощи специального оборудования. Т.е. ваша задача будет заключаться лишь в снятии и установке головки блока цилиндров. Остальное, например, хонингование распредвала – дело рук специалистов.
- ремонт цилиндров. В зависимости от характера повреждений (износ, задиры на зеркале цилиндра и т.д.), может быть проведена либо расточка, либо перегильзовка мест.
- обрыв шатуна, обрыв клапана и т.д. – эти неисправности, если они влекут за собой определенные последствия, прямая дорога к капитальному ремонту двигателя.
- трещины в гильзе. Этому дефекту особое внимание. Как правило, он – дело рук человеческих, и происходит из-за несоблюдения технологии затяжки болтов крепления ГБЦ. Например, решили вы заменить прокладку ГБЦ, сделали это, но проигнорировали требования производителя к схеме затяжки или моменту затяжки. Как результат – трещина гильзы.
Существует несколько важных причин, которые приводят к выходу из строя деталей двигателя и самого блока цилиндров.
- перегрев двигателя;
- неисправности в системе смазки двигателя: попадание в масло топлива или охлаждающей жидкости, некачественное масло;
- естественный износ деталей и узлов.
И то, и другое, как правило, происходит из-за невнимательного отношения водителя к режиму эксплуатации автомобиля. Диагностика двигателя проводится не от ТО до ТО, а систематически в процессе эксплуатации. Проверка уровня масла, показания панели приборов, визуальный осмотр.
Даже падение уровня тормозной жидкости является сигналом для водителя к тому, чтобы задуматься, – а куда и почему она уходит.
Вообще, если говорить по большому секрету, то ремонт блока цилиндров – это просто капитальный ремонт двигателя. И вы сами должны понимать, что лучше и эффективнее сделать всё сразу, коль скоро выпала такая оказия, чем с завидной регулярностью снимать и устанавливать ГБЦ и блок.
Хотя, при проведении диагностики неисправностей блока цилиндров, нужно вооружиться калькулятором.
Для чего? А чтобы посчитать, опираясь на существующий порядок цен на запчасти – детали – работу, что для вас окажется выгоднее. Может быть, замена блока или двигателя обойдётся намного дешевле, чем ремонт.
Удачи вам при эксплуатации, диагностике и ремонте двигателя автомобиля.
Основные эксплуатационные дефекты гильз цилиндров двигателей внутреннего сгорания автомобилей
Техническое состояние гильз цилиндров во много определяет тягово-экономические показатели двигателя и его ресурс. Различают несколько основных эксплуатационных дефектов гильз ДВС, классификация и причины возникновения, которых, а также способы устранения рассмотрены в данной статье.
Ключевые слова: гильза цилиндра, двигатель внутреннего сгорания, эксплуатационный дефект, расход топлива, компрессия, износ, трещины.
Гильза цилиндра двигателя внутреннего сгорания представляет собой цилиндрическую вставку, формирующую рабочий объем двигателя и определяющая положение поршня при его движении. От технического состояния гильз цилиндра ДВС зависят такие параметры как мощность, расход топлива, компрессия, расход масла и так далее [1–3].
Основные дефекты гильз цилиндров ДВС, образующиеся при эксплуатации: трещины, износ наружной поверхности, излом бурта, износ посадочных поясков, износ внутренней (рабочей) поверхности.
1. Трещины.
Трещины на поверхности гильз цилиндров могут возникать от перегрева ввиду превышения предельно допустимой нагрузки на двигатель, неполноценной работы системы охлаждения, под воздействием ударных нагрузок, из-за «размораживания» охлаждающей жидкости двигателя или при нарушении технологии ремонта (перетяжка болтов, перекосы при запрессовке и так далее) [4–6].
В результате чрезмерного нагрева, а иногда и от резкого охлаждения в гильзах появляться микротрещины, которые под действием температуры и ударных нагрузок могут привести к физическому разрушению гильзы, что в конечном итоге вызовет потерю работоспособности цилиндропоршневой группы и двигателя в целом.
При дефектации трещины в гильзах можно обнаружить с помощью рентгенографического исследования, с помощью ориентирования металлических опилок вдоль трещины под воздействием магнитных полей или путем применения смазок и жидкостей, имеющих высокую проникающую способность. При обнаружении трещин гильзы не подлежат ремонту или восстановлению и выбраковываются [4, 7].
2. Износ наружной поверхности.
Как правило, большая часть наружной поверхности находиться в непосредственном контакте с охлаждающей жидкостью, в связи с этим, основными причинами повреждения этой поверхности гильз является квитанционное изнашивание и коррозионные процессы. Величина повреждений наружной поверхности может быть значительно снижена путем применения специализированных охлаждающих жидкостей (антифризов), имеющих в своем составе антикоррозионные, противопенные и другие присадки [2, 5–8].
Наличие дефектов наружной поверхности гильз может приводить к протечкам охлаждающей жидкости в картер двигателя и взаимодействия с моторным маслом, в результате чего образуется масляная эмульсия, не способная полноценно выполнять свою работу. Либо возможно загрязнение охлаждающей жидкости моторным маслом.
Устранение таких дефектов возможно путем нанесения полимерных композиций на изношенные поверхности [1–3, 7–8].
3. Излом бурта.
Основными причинами излома бурта гильзы являются: наличие посторонних частиц при запрессовке; неровности и перекосы в области седла буртика в блоке цилиндров; неподходящая по высоте и размерам прокладка головки блока цилиндров; нарушения технологии обработки при ремонте и восстановлении.
Иногда головка блока цилиндров имеет канавку по всему периметру, в которую входит противопожарный борт, причем головка и гильза цилиндра не должны соприкасаться. Если вследствие перекоса или повреждения головка блока требует выравнивания, канавка должна быть пропорционально увеличена. В противном случае есть опасность того, что усилие будет направлены не на прокладку, как должно быть, а на противопожарный борт гильзы цилиндра.
Если данный дефект гильзы не будет вовремя обнаружен, то после пуска двигателя сломанная гильза сдвинется в направлении коленчатого вала, и как только место излома окажется на высоте первого поршневого кольца, поршневое кольцо выскочит выше места излома. При обратном ходе поршня он вдавит гильзу цилиндра. Вращающийся коленчатый вал разобьет гильзу, поршень и шатун также будут повреждены.
Устранить такой дефект можно с помощью пластической деформации, наплавки или приварки стальной ленты с последующей механической обработкой.
4. Износ посадочных поясков гильзы.
Износ посадочных поясков частично связан с кавитационным изнашиванием. Признаком дефекта гильз являются глубокие раковины на поверхности поясков, что является следствием явления кавитации или коррозии.
В процессе работы возникает вибрация гильзы, что также вызывает износ посадочных поясков гильзы.
В реальных условиях эксплуатации двигателей возможно появление овальности посадочных поясков гильзы, вызванное кавитационным разрушением или отложением накипи в зазорах посадочных поясков гильзы в блоке.
Устранить подобный дефект можно также с помощью пластической деформации, наплавки или приварки стальной ленты с последующей механической обработкой.
5. Износ внутренней поверхности цилиндров.
Во время работы двигателя зеркало цилиндров подвергается абразивному и механическому изнашиванию вследствие проникновения в двигатель пыли. Много пыли попадает в цилиндры с воздухом через впускной трубопровод, если имеются неплотности в месте его крепления, или с топливом и маслом при их небрежном хранении.
Механическое изнашивание зеркала гильзы цилиндра больше в верхней части, чем в нижней, так как в верхней части давление значительно выше. Когда в конце такта сжатия в цилиндре сгорает рабочая смесь, то резко повышается давление образовавшихся горячих газов, и первое компрессионное кольцо сильно прижимается к зеркалу цилиндра.
В ВМТ скорость поршня снижается до нуля, масляная пленка выгорает, и первое поршневое кольцо вступает непосредственно в контакт с зеркалом цилиндра. При движении поршня вниз (в первый момент) происходит интенсивное изнашивание зеркала цилиндра и поршневого кольца.
Кроме износа по длине также наблюдается износ в направлении, перпендикулярном оси коленчатого вала, т. е. овализация гильз. Овализация гильз цилиндров вызывается как неравномерностью изнашивания, так и остаточными деформациями, возникающими от сил давления газов и бокового усилия поршня. Наибольшая овальность гильзы происходит в верхнем поясе в зоне расположения верхнего поршневого кольца при положении поршня в верхней мертвой точке.
Устранить износ внутренней поверхности гильзы можно с помощью растачивания, хонингования, шлифования, наплавки, осаждением гальванопокрытий, металлизацией [8].
Таким образом, гильзы цилиндров двигателей внутреннего сгорания при работе испытывают большие нагрузки, они подвержены пяти основным эксплуатационным дефектам, каждый из которых имеет свои причины для появления и может быть устранён тем или иным способом, применяемым в авторемонтном производстве.
Литература:
1. Захаров, Ю. А. Анализ способов восстановления корпусных деталей транспортно-технологических машин и комплексов [Текст] / Ю. А. Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2014. — № 19. — С. 202–204.
2. Захаров, Ю. А. Основные дефекты корпусных деталей автомобилей и способы их устранения, применяемые в авторемонтном производстве [Электронный ресурс] / Ю. А. Захаров, Е. В. Ремзин, Г. А. Мусатов // Инженерный вестник Дона: электронный научный журнал. № 4, 2014. URL: www.ivdon.ru/uploads/article/pdf/IVD_48_Zaharov.pdf_b512b82f57.pdf
3. Захаров, Ю. А. Упрочнение деталей автомобилей типа «вал» и «ось» [Текст] / Ю. А. Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2014. — № 20. — С. 141–143.
4. Захаров, Ю. А. Основные способы упрочнения рабочей поверхности гильз цилиндров двигателей автомобилей [Текст] / Ю. А. Захаров, Л. А. Рыбакова // Молодой ученый. — 2015. — № 2. — С. 157–160.
5. Голубев, И. Г. Мониторинг технологических процессов восстановления деталей [Текст] / И. Г. Голубев, В. В. Быков, А. Н. Батищев, В. В. Серебровский, И. А. Спицын, Ю. А. Захаров // Технический сервис в лесном комплексе / Сб. материалов. науч.-практ. конф. — Москва: МГУЛ, 2000.– С.31.
6. Обеспечение работы мобильных машин в условиях отрицательных температур [Текст] / Ю. А. Захаров, Е. Г. Рылякин, И. Н. Семов [и др.] // Молодой ученый. — 2014. — № 17. — С. 56–58.
7. Захаров, Ю. А. Устройство для гальваномеханического осаждения покрытий на внутренние цилиндрические поверхности деталей автомобилей [Электронный ресурс] / Ю. А. Захаров, И. А. Спицын, Е. В. Ремизов, Г. А. Мусатов // Инженерный вестник Дона: электронный научный журнал. № 4, 2014. URL: ivdon.ru/ru/magazine/archive/N4y2014/2676 (дата обращения 12.01.2015).
8. Захаров, Ю. А. Устройство для восстановления внутренних цилиндрических поверхностей деталей мобильной техники гальваномеханическим осаждением покрытий [Электронный ресурс] / Ю. А. Захаров, И. А. Спицын, Г. А. Мусатов // Инженерный вестник Дона: электронный научный журнал. № 1, 2015. URL: ivdon.ru/ru/magazine/archive/n1y2015/2752 (дата обращения 04.02.2015).
Диагностика ГБЦ: неисправности, методы устранения
Головка блока цилиндров является важной деталью мотора любого авто, поскольку она определяет продуктивность сгорания в цилиндрах бензина и, таким образом, мощность двигателя и качество его работы. Однако, аналогично всем остальным узлам автомобильного двигателя, со временем происходит износ ГБЦ и появляется необходимость срочного ремонта. Его проводят многие специализированные фирмы, нужно лишь выбрать такую компанию, которая занимается восстановлением головок блоков цилиндров именно определённой модели авто.
Диагностика и техническое обслуживание
В данном вопросе основной задачей хозяина транспортного средства становится периодическая диагностика узлов, наиболее часто становящихся неисправными. Таковыми являются:
- Клапаны, сальники клапанов.
- Уплотнительная прокладка.
Наибольшего внимания требует прокладка. В случае её износа возможно смешивание рабочих жидкостей, что чревато выходом двигателя из строя. Попадание охлаждающей жидкости в масло приводит к её бурлению. По прошествии некоторого времени это ведёт к невозможности запустить двигатель. Основной сигнал — датчик температуры, демонстрирующий кипение ДВС. Оценка ситуации возможна после снятия свечей зажигания. Когда нужен ремонт?
- Изменение высоты головки блока цилиндров.
- Необходимость прессования клапанов и седел.
- Прекращение работы одного либо более клапанов и необходимость их замены.
- Необходимость шлифования крышки.
- Необходимость замены уплотнительной прокладки.
- Необходимость устранения микротрещин.
При условии понимания возможных последствий каждого шага и наличия нужных инструментов можно проводить ремонт ГБЦ самостоятельно, но даже лучшее оборудование при отсутствии опыта не позволит решить проблему.
%rtb-4%
Виды неисправностей ГБЦ
При наличии навыков ремонта автомобильных моторов возможно самостоятельное выполнение ремонтных работ. Необходимо знать вероятные причины неисправности данного узла:
- Дефекты привалочной плоскости головок блоков цилиндров. Возможные причины их появления: длительная работа двигателя; перегревание мотора; низкое качество жидкости для охлаждения. Устранение данной поломки подразумевает обработку плоскости. В таком случае необходима диагностика охлаждающей системы, а иногда также замена технической жидкости.
- Трещины на головке блока цилиндра. Главными причинами являются интенсивная эксплуатация двигателя, его перегревание, ошибки относительно затяжки креплений, сделанные во время установки узла. В случае небольших размеров трещин и допускания их существования производителем может быть продолжена эксплуатация комплектующей. Однако в других случаях необходима замена узла, который был повреждён.
- Износ втулок в клапанах. Направляющие втулки могут быть изношены вследствие большого пробега мотора, применения низкокачественного или грязного масла, наличия в составе масла примесей топлива, способствующих разжижению масла. Для решения проблемы необходимы замена втулок и проверка работоспособности охлаждающей системы, а также состояния масла. В случае необходимости следует выполнить замену масла.
- Износ клапанных седел. В этом случае причинами могут выступать заправка машины топливом низкого качества, значительный пробег двигателя, ошибки, связанные с установкой опережения зажигания. Для решения проблемы необходима правка либо замена седел. Нужно также в обязательном порядке проверить систему питания и систему зажигания, а также в случае необходимости провести восстановление.
- Разрушение резьбы, которая находится в отверстиях головки блока цилиндров. Возможные причины: неправильная затяжка свечей либо болтов либо же постоянное перегревание двигателя. Для устранения этой поломки необходимы высверливание старой резьбы и установка футорок. Можно нарезать новую резьбу, имеющую увеличенные размеры.
Устройство ГБЦ
Что такое опрессовка ГБЦ и как она проводится
Установка для опрессовки головок и блоков цилиндров — профильное оборудование, используемое для проверки головки блока на наличие микротрещин. Устройство востребовано на ремонтных станциях и СТО, задействуется при контрольных испытаниях на производстве.
Трещины в ГБЦ — распространенное явление. Они появляются вследствие износа силового агрегата, чрезмерных эксплуатационных нагрузок, отсутствия должного технического обслуживания. Своевременная опрессовка позволит выявить дефекты на ранних стадиях, и принять меры по их устранению. Проведение процедуры рекомендовано в пяти случаях:
- Приобретается бывшая в использовании головка.
- Бензиновый или дизельный двигатель был перегрет.
- Проводятся мероприятия по ремонту силового агрегата.
- Имеются подозрения на нарушение целостности внутренних каналов ГБЦ.
- Проведение работ по устранению трещин.
Использование двигателя с поврежденной ГБЦ приводит к его преждевременному износу. Микротрещины пропускают газы в охлаждающий контур, что провоцирует образование пробок и перегрев мотора.
Компания «Моторные технологии» производит и реализует испытательные стенды для проверки герметичности ГБЦ. Оборудование различается грузоподъемностью, габаритами рабочего стола, объемом бака.
К достоинствам установок относится:
- Быстрый монтаж. Оборудование размещается на ровной горизонтальной поверхности, подключается к имеющимся инженерным коммуникациям. Для нормальной эксплуатации стенда требуется производственная электросеть напряжением 380 В. Потребляемая мощность зависит от модели, варьируется в диапазоне 13 – 25 кВт.
- Длительный срок службы. При производстве установок используются качественные комплектующие и материалы. Продукция проходит контрольные испытания, отвечает требованиям отраслевых нормативов. Стенды комплектуются всеми необходимыми приспособлениями (прижимами, шпильками, оргстеклом, вакуумной резиной, паспортами качества и сертификатами соответствия).
- Удобство использования. Основные элементы устройства имеют эргономичное расположение. В процессе испытаний не задействуются сложные вспомогательные приспособления.
Проверка детали на герметичность производится посредством сжатого воздуха и водной среды. Рабочая жидкость нагревается электрическими ТЭНами. Набор температуры происходит в течение 120-150 минут. Для снижения временных потерь рекомендуется использовать недельный таймер, которым оснащается каждая установка.
Проведение испытаний
Обследуемая головка закрывается резиновой вставкой и органическим стеклом. Технологические отверстия герметизируются заглушками. Изделие фиксируется на поворотном столе, его внутренние полости заполняются сжатым воздухом.
Готовая к испытаниям деталь погружается в раствор. Жидкость прогрета до 90 градусов, что соответствует рабочей температуре ДВС. В результате воздействия тепла происходит расширение металла и открытие микротрещин. О наличии последних свидетельствует появление пузырьков.
В состав испытательного стенда входят следующие узлы:
- Жесткая рама и подъемный механизм.
- Нагревательные элементы.
- Емкость из стали AISI 304.
- Гидравлический узел.
- Поворотный стол с редуктором.
- Элементы управления.
- Электрошкаф.
- Датчики, фиксирующие давление воздуха и температуру жидкости.
- Система защиты, предотвращающая сухой пуск.
- Комплект инструментов, необходимых для подключения, настройки и эксплуатации оборудования.
Стенд позволяет расположить деталь под любым углом. Для смены пространственного положения используется управляющая рукоять.
При подборе оборудования важно учитывать габариты и массу обследуемых ГБЦ. Наряду с головками установка может испытывать радиаторы и прочие полые узлы.
21 Дефекты литья и как их предотвратить в ваших изделиях
Имеются ли в ваших изделиях дефекты литья? Хорошая новость в том, что их можно полностью предотвратить. Читайте дальше, чтобы узнать о причинах и предотвращении дефектов верхней отливки.
Ваша чугунная металлическая сковорода покидает завод с проколами, что приводит к множеству жалоб от ваших клиентов. Что случилось? Как вы могли предотвратить это?
Литейное производство — сложный многоступенчатый процесс. Технический уровень каждого процесса сильно различается.Навыки оператора, управление качеством и оборудование могут повлиять на окончательное качество отливки.
Ключом к предотвращению дефектов в ваших отлитых продуктах является установление четких ожиданий и допусков в отношении проблем с качеством с вашим поставщиком (, относящееся к : Как опытные импортеры ограничивают количество дефектов продукции в 3 этапа [электронная книга] ).
Но прежде чем вы сможете это сделать, вам необходимо иметь четкое представление о различных типах дефектов литья и их причинах.Только так вы сможете предотвратить дефекты отливки и избежать отправки дефектной продукции вашим клиентам.
Прочтите или щелкните ссылки ниже, чтобы перейти к разделу, посвященному каждому из этих типов дефектов литья.
Дефекты и причины отливок из-за газовой пористости
Газовая пористость возникает, когда металл улавливает газ (чаще всего азот, кислород или водород) во время литья.
Когда отливка охлаждается и затвердевает, образуются пузырьки, потому что твердая форма металла не может удерживать столько газа, сколько жидкая форма.Эти пузыри появляются на отливке в виде округлых круглых полостей или отверстий.
Существует три типа дефектов литья, связанных с газовой пористостью:
1. Точечные отверстия
Поршневые отверстия, также иногда называемые пористостью , представляют собой очень крошечные отверстия (около 2 мм), обычно обнаруживаемые в верхней (верхней) части формы, в плохо вентилируемых карманах.
Обычно они появляются в большом количестве вместе, либо на поверхности, либо чуть ниже поверхности отливки.Они всегда видны невооруженным глазом и не требуют оборудования для идентификации.
2. Подземная скважина
Грыжи, или просто удары, представляют собой полости большего размера, чем поры.
Подповерхностное дыхательное отверстие появляется внутри отливки и обычно не видно до окончания обработки.
Подповерхностные раковины бывает трудно обнаружить перед обработкой, для чего требуется гармонический, ультразвуковой, магнитный или рентгеновский анализ.
3. Открыть отверстия
Эти раковины появляются на поверхности отливки, и их легче обнаружить, чем подземные раковины.
Причины и профилактика газовой пористости
Есть несколько причин дефектов полости.
- Плохая вентиляция формы и стержней
- Недостаточная сушка формы и стержней
Как предотвратить пористость газа?
Рубцы — это неглубокие удары, которые появляются на плоской поверхности, а волдыри — это рубцы, покрытые тонким слоем металла.
- Избыточная влажность формовочного песка
- Недостаточная газопроницаемость формовочной смеси
Возможные решения включают:
- Используйте передовые методы флюсования и плавления: плавите металл в вакууме, в среде малорастворимых газов или под флюсом, который предотвращает контакт с воздухом
- Повышение газопроницаемости песка: более крупные пески имеют более высокую проницаемость
- Повышение проницаемости формы и стержней.Дождитесь выхода воздуха и газа из полости формы
- Просушите формы и стержни перед использованием и храните в сухом виде
- Повышение скорости затвердевания за счет снижения температуры металла при разливке
Усадочные дефекты отливки и причины
Усадка возникает из-за того, что металлы менее плотны как жидкость, чем твердое тело.
Усадочная полость — это углубление в отливке, которое возникает в процессе затвердевания. Усадочная пористость появляется с угловатыми краями по сравнению с круглыми поверхностями газовой пористости.Полости также могут быть связаны с дендритными переломами или трещинами.
Большие усадочные полости могут нарушить целостность отливки и в конечном итоге привести к ее разрушению под воздействием напряжения.
Усадка может привести к двум типам дефектов отливки.
4. Открытые дефекты усадки
Они открыты для атмосферы. Компенсация воздуха по мере образования усадочной полости.
Трубы — это открытые дефекты усадки, которые образуются на поверхности и врастают в отливку. Вырезанные поверхности — это неглубокие открытые усадочные дефекты, которые образуются по всей поверхности отливки.
5. Закрытые дефекты усадки
Также известен как усадочная пористость , закрытые усадочные дефекты образуются внутри отливки. Макроусадку можно увидеть невооруженным глазом, а микроусадку — нет.
Закрытые дефекты усадки обычно появляются в верхней части горячих точек или изолированных луж горячей жидкости.
Предотвращение появления усадочных полостей за счет улучшения структуры отливки
Сплавы всегда дают усадку при переходе от жидкого к твердому.Это связано с тем, что плотность литейного сплава в расплавленном состоянии ниже, чем в твердом состоянии.
Следует ожидать некоторой усадки во время затвердевания. Перед отливкой учитывайте допуск на усадку в модели.
Вы можете предотвратить усадочные дефекты отливки, улучшив общую структуру отливки:
- Проектировать ходовую (затворную) систему с стояками, обеспечивающими непрерывный поток расплавленного металла
- Увеличьте локальное рассеивание тепла, вставив внутренние охлаждающие элементы, охлаждающие ребра или охлаждающие змеевики
- Снизить температуру литья, чтобы ограничить общий дефицит объема
Дефекты и причины отливки материала формы
Дефекты отливки материала формы связаны с материалом формы, которым чаще всего является песок.Вы и ваш поставщик обычно можете устранить эти дефекты и причины литья, изменив форму.
6. Стрижки и мойки
Порезы и смывы — это участки избытка металла. Они появляются, когда расплавленный металл разъедает формовочный песок.
Вырез выглядит как невысокий выступ вдоль поверхности лобовой части, высота которого уменьшается по мере того, как он проходит от одной стороны отливки к другой.
Причины и профилактика порезов и смываний
Порезы и смывы могут быть вызваны течением расплавленного металла с высокой скоростью, из-за чего через затвор проходит слишком много металла.
Самый простой способ предотвратить порезы и стирку:
- Правильное проектирование литниковой системы
- Повышение прочности пресс-формы и стержня
- Добавление дополнительных связующих в песок для облицовки и сердцевины
7. Fusion
Сплав происходит, когда песчинки сливаются с расплавленным металлом. Он выглядит как тонкая корочка с хрупким стекловидным видом, прочно приставшая к отливке.
Причины и профилактика сращения
Два основных фактора могут вызвать слияние:
Улучшение огнеупорности формовочного материала и / или снижение температуры заливки расплавленного металла поможет предотвратить слияние.
8. Выбежать
Выбег — это утечка жидкого металла из формы, приводящая к неполной или отсутствующей отливке.
Неисправная форма или колба являются причиной утечки.
Предотвращение биения и неполного литья
Чтобы предотвратить этот дефект отливки, тщательно спроектируйте литейную форму. Перед отливкой осмотрите и замените дефектные формы.
Высокие температуры могут привести к чрезмерному износу формы.Используйте качественное сырье для вашей формы, которое может выдерживать высокие температуры.
9. Волны
Волны — это расширение отливки. Вздутие обычно принимает форму небольшой гладкой выпуклости на вертикальной поверхности отливок.
Причины и профилактика отеков
Набухание обычно вызывается неправильным или мягким забиванием формы или низкой прочностью формы.
Формы должны быть сконструированы таким образом, чтобы выдерживать давление жидкого металла. В противном случае стенка формы может сдвинуться или отодвинуться, вызывая вздутие.
Использование прочной, правильно утрамбованной формы предотвращает разбухание.
10. Капли
Капли происходят, когда песчинки падают на металлическую отливку, когда она еще жидкая. Капли выглядят как выступ неправильной формы на верхней (верхней) поверхности отливки.
Причины и профилактика капель
Четыре возможных причины падений и способы их предотвращения включают:
- Низкая прочность песка: Используйте песок более высокой прочности, если в этом виноват
- Мягкая набивка: Обеспечивает более жесткую набивку
- Недостаточное флюсование расплавленного металла : Правильное флюсование расплавленного металла удаляет примеси
- Недостаточное усиление песчаных выступов в уступе : укрепите песчаные выступы с помощью гвоздей или кляпов, чтобы устранить эту проблему
11.Хвосты, жилки и пряжки крысиные
Хвостики или жилки крыс выглядят как неровные линии или трещины на отливке, когда поверхность формовочного песка изгибается. Хвосты крыс обычно встречаются на поверхности дна формы, области, покрытой расплавленным материалом.
Пряжки — более серьезная форма крысиных хвостов.
Причины появления и профилактика крысиных хвостов и пряжек
Крысиные хвосты и коробление возникают, когда из-за чрезмерного нагрева металла песок расширяется.Это может быть вызвано:
- Песок с плохой способностью к расширению. : Добавьте в песок горючие добавки.
- Температура горячей разливки : Уменьшить температуру разливки металла.
- Плохая конструкция формы : Большие и плоские секции более подвержены образованию «крысиных хвостов». Форма также не должна быть слишком твердой, так как она должна обеспечивать надлежащее расширение.
12. Металлическое проникновение
Проникновение металла происходит, когда жидкий металл проникает в зазоры в формовочной смеси.Проникновение видно невооруженным глазом как шероховатая и неровная поверхность отливки.
Причины и профилактика проникновения металла
Проникновение металла происходит из-за:
- Использование песка с низкой прочностью и высокой проницаемостью
- Использование крупной или крупной песчинки: чем крупнее песчинка, тем сильнее проникает металл
- Отсутствие промывки формы
- Мягкая набивка песка
Предотвратите проникновение металла, зафиксировав эти участки.Используйте высокую прочность, мелкую зернистость, низкую проницаемость и твердую утрамбовку песка. Обеспечьте защитный барьер от проникновения металла, покрывая поверхность форм жидкостью для форм.
Обычно проникновение металла можно удалить путем шлифовки шероховатой поверхности отливки.
Дефекты и причины металлургического литья
Есть два типа металлургических дефектов, на которые следует обращать внимание.
13. Горячий разрыв / трещина
Трещины появляются в виде неправильных трещин с разветвленным узором.
Некоторые трещины очевидны и хорошо видны, другие требуют увеличения.
Трещины возникают по мере охлаждения отливки ближе к концу затвердевания.
Причины и профилактика горячих разрывов и трещин
Если затвердевающий металл не обладает достаточной прочностью, чтобы противостоять растягивающим усилиям во время затвердевания, появятся горячие разрывы.
Горячие разрывы чаще всего возникают из-за плохой конструкции пресс-формы. Эти проблемы можно легко решить, изменив форму для улучшения складываемости.
14. Горячие / жесткие точки
Горячие точки — это места, которые труднее, чем окружающая территория. Это потому, что они охлаждались быстрее, чем окружающий материал.
Твердые участки могут мешать обработке и увеличивать износ инструмента.
Причины и профилактика горячих точек
Горячие точки являются прямым результатом неправильного охлаждения. Есть два возможных решения, если ваша проблема — горячие точки:
- Начать с корректировки практики охлаждения
- Также подумайте об изменении химического состава металла
Дефекты и причины разливки отливок
Дефекты заливки металла возникают в процессе заливки металла в изложницу.Если у вас есть дефект отливки металла, он попадает в одну из следующих категорий:
15. Холодный отвод / притир
Холодный затвор — это тип поверхностного дефекта. Вы увидите линию или трещину с закругленным краем на литой поверхности.
Этот дефект виден невооруженным глазом и часто приводит к отказу от слепка, поскольку создает слабое место.
Причины и профилактика холодного закрытия
Когда расплавленный металл поступает в кристаллизатор через два затвора, потоки встречаются на стыке.Низкие температуры могут предотвратить сплавление на стыке, в результате чего потоки затвердевают перед плавлением, создавая холодный затвор.
Холодный затвор обычно является результатом недостаточной текучести расплавленного металла или плохой конструкции литниковой системы.
Лучший способ предотвратить холодное закрытие — повысить текучесть расплавленного металла. Это можно сделать несколькими способами:
- Оптимизация литниковой системы для сведения к минимуму узких проходов и обеспечения коротких путей потока
- Увеличьте температуру заливки , чтобы предотвратить преждевременное затвердевание
- Улучшить газопроницаемость формы (за счет более крупного размера зерна и т. Д.)
16. Неправильное выполнение работ тесно связано с холодными остановками
Ошибки при прогоне возникают, когда жидкий металл слишком холодный, чтобы течь к краям полости формы до того, как замерзнет и затвердеет.
Жидкий металл не полностью заполняет полость формы. Неправильный прогон — это незаполненная часть или пространство в форме.
Причины и профилактика неправильного запуска
Причины преждевременного затвердевания аналогичны причинам холодного закрытия. Если у вас неправильный запуск, проверьте:
- Конструкция пресс-формы
- Проектирование литниковой системы и
- Текучесть расплавленного металла
17.Холодные выстрелы
Брызги жидкости во время разлива могут привести к образованию твердых шариков.
Когда эти шарики замерзают, они захватываются отливкой.
Холодные выстрелы обычно имеют форму шара, капли или жемчужины и свободно прикрепляются к металлу.
Причины и профилактика холодных уколов
Чтобы предотвратить разбрызгивание и холодные снимки, рассмотрите
- Изменение процедуры заливки для минимизации турбулентности
- Регулировка конструкции литниковой системы для уменьшения скорости ворот
18.Шлаковые включения (струп)
Эти металлические корки неправильной формы находятся на поверхности отливки. Струпья обычно имеют толщину всего несколько миллиметров, но их можно увидеть невооруженным глазом. Обычно они имеют острые края, неправильную форму и прочно прикреплены к отливке.
Струпья тесно связаны с хвостами крыс и обычно появляются вместе. При удалении корок под ними обычно обнаруживается крысиный хвост.
Причины и профилактика шлакового включения
Включение шлака возникает, когда расплавленный металл, содержащий частицы шлака, заливается в полости кристаллизатора и затвердевает.
Предотвратить включение шлака — простое решение. Удалите частицы шлака с расплавленного металла перед заливкой его в полость кристаллизатора.
Удалить шлак можно по:
- Плавка металла флюсом в вакууме или в инертной атмосфере
- Добавление ингредиентов в смесь, чтобы шлак всплывал наверх, где его можно было легко увидеть и удалить перед заливкой. Или воспользуйтесь специальным ковшом, который наливает металл снизу.
- Добавление керамического фильтра в литниковую систему
Дефекты формы отливки и причины
Эти типы дефектов отливки связаны с общей формой окончательной отливки.
19. Сдвиг / несоответствие
Смещение пресс-формы происходит из-за несовпадения верхней (рифленой) и нижней (лобовой) частей пресс-формы. Смещение формы обычно отражается как горизонтальное смещение.
Сдвиг стержня аналогичен смещению пресс-формы, но смещается стержень, а не пресс-форма. Смещение керна обычно отражается как вертикальное смещение.
Причины и профилактика смещения
Некоторые причины сдвига могут включать:
- Штифты незакрепленные
- Установочные штифты с неправильным рисунком или
- Небрежность при установке ригеля на тормоз, приводящая к перекосу
Если вы испытываете сдвиг, попробуйте проверить установку и выравнивание шаблона пластины соответствия.Обязательно используйте подходящую формовочную коробку и закрывающие штифты.
20. Обрыв, ребро и заусенцы
Вылет является одним из наиболее часто встречающихся дефектов литья, а также распространенным дефектом литья под давлением.
Вспышка, также известная как плавник для литья или заусенцы, — это любой нежелательный и избыточный материал, прикрепленный к отливке. Обычно это тонкий лист металла, образующийся на стыковых поверхностях. Вспышка — это отходы, которые после переплавки превращаются в шлак.
Причины возникновения вспышек, заусенцев и заусенцев и способы их устранения
Вспышка на поверхности отливки возникает из-за трещины или зазора на поверхности стержня.Недостаточный вес формы или неправильный зажим колбы могут привести к зазору.
Устраните эту проблему, повторно собрав пресс-форму и стержни. На верхнюю часть формы должен быть достаточный вес, чтобы две части плотно прилегали друг к другу.
Вспышка может варьироваться от незначительной до очень серьезной. Если это не слишком серьезно, производители могут удалить заусенец, отломив его молотком или плоскогубцами и подпилив до линии разъема. Однако это может быть дорогостоящим процессом.
21.Деформация
Деформация — это нежелательная деформация отливки, которая может возникать со временем и приводить к изменению размеров конечного продукта во время или после затвердевания.
Причины и профилактика коробления
Деформация обычно возникает в результате разной скорости затвердевания различных секций, что вызывает напряжение в прилегающих стенах. Большие и плоские участки более склонны к короблению.
Нормализационная термообработка позволяет снять остаточное напряжение в чугунном литье.Правка между процессами закалки и старения также может потребоваться для литья алюминия.
Заключение
Знание дефектов отливок и их причин необходимо для управления качеством отливок.
Перед началом производства вы должны установить с поставщиками четкие допуски на дефекты и требования к качеству, чтобы помочь им понять ваши стандарты качества.
Допуск на дефект может варьироваться в зависимости от продукта и типа дефекта литья. Определение вашей терпимости к этим дефектам литья может помочь вашему поставщику лучше понять ваши стандарты и предотвратить недопонимание и проблемы с качеством в будущем.
В конечном итоге производитель должен строго контролировать качество каждого процесса литья. Опытные импортеры полагаются на инспекции по контролю качества, чтобы ограничить дефекты литья в своей продукции до того, как она покинет завод.
Есть ли у вас опыт устранения каких-либо из этих дефектов литья? Поделитесь своими советами в разделе комментариев ниже!
Машиностроение: процесс изготовления блока цилиндров
Процесс изготовления блока двигателя
Введение
Блок цилиндров, который также называется блоком цилиндров, является основной структурой двигателя, которая дает пространство для цилиндров, а также дает проходы для охлаждающей жидкости, выхлопных газов и приемных газов, которые проходят над двигателем и хостом для картера и распредвалы.Блок двигателя является основным корпусом сотен деталей современных двигателей. И это самая большая часть среди деталей двигателя, и она также составляет от 20% до 25% от общей массы двигателя. Первый успешный двигатель внутреннего сгорания, который можно использовать в автомобиле, был построен Зигфридом Маркусом примерно в 1864 году. Это был вертикальный одноцилиндровый двухтактный бензиновый двигатель.
Реклама
Сегодняшние двигатели достигли своего максимального развития и будут развиваться и в следующие годы.Эти разработки привели к увеличению мощности, долговечности, износостойкости и эффективности двигателя. Материал, из которого изготовлен блок цилиндров, придает двигателю более высокую прочность при малом весе, что более важно для мощности двигателя. Блок двигателя в течение многих лет изготавливается из чугунных сплавов, что объясняется его прочностью и невысокой стоимостью, а также износостойкостью. Но по мере того, как двигатель усложнялся, инженеры нашли новые материалы, чтобы уменьшить его вес, а также повысить прочность и износостойкость.Распространенным сплавом, который широко используется, является алюминиевый сплав, он более популярен из-за своего небольшого веса, но в основном в бензиновых двигателях.
Fig01: Готовый блок цилиндров
Функциональные требования блока цилиндров
Поскольку блок двигателя является основным корпусом двигателя, он должен отвечать ряду требований. Эти требования включают износостойкость, долговечность, техническое обслуживание и устойчивость к давлению, создаваемому при сгорании.Он также должен выдерживать высокие температуры, вибрацию при работе двигателя. Для многих требований главной особенностью является используемый материал.
Материал, использованный при отливке блока цилиндров
Чтобы соответствовать вышеуказанным функциональным требованиям, материал, из которого изготовлено изделие, должен обладать множеством свойств. Они заключаются в том, что материал должен содержать высокую прочность, модуль упругости, износостойкость, способность выдерживать вибрации и коррозионную стойкость.Высокая прочность особенно важна для дизельных двигателей из-за их более высоких степеней сжатия по сравнению с бензиновыми двигателями. В дизельном двигателе степень сжатия обычно составляет 17: 1 или больше, а в бензиновом двигателе — почти 10: 1. Материал также должен иметь низкую плотность, чтобы уменьшить его вес, но с большей прочностью. Он также должен иметь низкое тепловое расширение при высоких рабочих температурах, а также хорошую теплопроводность, чтобы отдавать тепло за минимальное время. Когда дело доходит до производственного процесса, материал должен обладать хорошей обрабатываемостью и литьем, чтобы сократить время и затраты.Как будто материал слишком твердый, время и затраты на изготовление увеличиваются. Когда двигатель находится в рабочем состоянии, он генерирует более высокую вибрацию из-за движений внутренних частей, таких как коленчатый вал и поршни, поэтому материал должен поглощать энергию вибрации без разрушения.
Исходя из вышеизложенных характеристик, наиболее широко используемыми материалами для изготовления блока цилиндров являются чугун и алюминиевые сплавы. Сплавы чугуна используются потому, что они обладают хорошими механическими свойствами, низкой стоимостью и доступностью по сравнению с другими металлами.Но некоторые алюминиевые сплавы содержат большинство характеристик чугуна, но имеют небольшой вес. Литой блок цилиндров из алюминиевого сплава также обеспечивает хорошее качество поверхности и высокую обрабатываемость по сравнению с чугунными сплавами. По мере развития технологий инженеры нашли новые материалы, такие как графитовый чугун, который легче и прочнее, чем упомянутый выше серый чугун.
Сплавы серого чугуна
Серый чугун — первый и наиболее часто используемый материал для изготовления блоков цилиндров.Хотя алюминиевый сплав также имеет много общего с небольшим весом, он все еще используется в производстве блоков дизельных двигателей, поскольку их внутренние напряжения выше. Серый чугун содержит 2,5 — 4% углерода, 1 — 3% кремния, 0,2 — 1% марганца, 0,02 — 0,25% серы и 0,02 — 1% фосфора. Он обладает отличной амортизационной способностью, хорошей износостойкостью и термостойкостью, легко обрабатывается и имеет меньшую стоимость благодаря своей доступности.
Алюминиевые сплавы
Главной особенностью алюминиевых сплавов, которые пользуются популярностью, является их небольшой вес, что снижает вес двигателя и автомобиля.Но главный недостаток — их стоимость по сравнению с серым чугуном. Алюминиевый сплав обладает хорошей обрабатываемостью по сравнению с серым чугуном. Есть два алюминиевых сплава, которые в основном используются при производстве блоков двигателя, это 319 и A356.
319 алюминиевый сплав содержит 85,8 — 91,5% алюминия, 5,5 — 6,5% кремния, 3-4% меди, 0,35% никеля, 0,25% титана, 0,5% марганца, 1% железа, 0,1% магния, и 1% цинка. Этот сплав обладает хорошими литейными характеристиками, устойчивостью к коррозии и хорошей теплопроводностью.При термической обработке в процессе T5 он обеспечивает высокую прочность и жесткость блока цилиндров.
Алюминиевый сплав A356 содержит 91,1 — 93,3% алюминия, 6,5 — 7,5% кремния, 0,25 — 0,45% магния, 0,2% меди, 0,2% титана, 0,2% железа и 0,1% цинка. Хотя механические свойства аналогичны 319, когда он находится в процессе термообработки T6, он приобретает более высокую прочность, чем 319. Но он имеет более низкий модуль упругости (72,4 ГПа), чем 319 с модулем упругости 74 ГПа.
Чугун с компактным графитом
Чугун с компактным графитом имеет более высокий предел прочности и модуль упругости по сравнению с серым чугуном. Это связано с компактным графитом, обнаруженным в микроструктуре CGI. Подобно серому чугуну, он имеет хорошее амортизационное поглощение и теплопроводность, но его низкая обрабатываемость ограничивает его широкое применение.
Инструменты, необходимые для литья блока цилиндров
Основным инструментом, необходимым для литья в песчаные формы, является форма, форма создается из смеси песка, глины и воды.Рисунок — это основной инструмент, необходимый для формирования формы, обычно он обрабатывается из дерева или алюминия, которые легко поддаются механической обработке. Узор держится на деревянном или металлическом каркасе и заливается песчаной смесью, затем прикладываются вибрации, чтобы смесь освободилась от пузырьков воздуха. После того, как форма затвердеет, ее можно использовать в процессе литья.
После завершения процесса литья отлитый блок цилиндров проходит через несколько машин для получения чистоты поверхности и правильных размеров.При этом используются компьютеризированные фрезерные и расточные станки.
Процесс изготовления блока цилиндров
Производство блоков двигателя в основном осуществляется с использованием литья в песчаные формы, хотя также используется литье под давлением, это более рентабельно, поскольку матрица легко изнашивается из-за высокой температуры расплавленного металла. Затем отлитый блок двигателя подвергается механической обработке для получения чистовой обработки поверхности и прохождения охлаждающей жидкости.
Fig02: Выкройки
Показанный ниже сердечник обеспечивает пространство для водяных рубашек вокруг цилиндров.Сердечник окрашен для герметизации газа, образующегося в процессе литья внутри сердечника. А концы розового цвета не окрашены, чтобы газ вышел наружу. Для большей прочности сердечника используются алюминиевые арматурные стержни. Эти стержни плавятся из-за разливаемого во время литья расплавленного металла.
Fig03: Показанный выше сердечник обеспечивает пространство для водяных рубашек вокруг цилиндров
Затем водяные рубашки и цилиндрические формы размещаются в основной форме в виде одного куба.Затем форма зажимается с помощью зажимов, чтобы выдержать давление силы тяжести при заливке расплавленного металла.
Fig04: основная форма в виде одного куба
Теперь форма готова к отливке. Расплавленный металл заливается в форму через меньшее переднее центральное отверстие, которое заполняет форму снизу вверх вверх через стояки, которые можно увидеть как 8 больших отверстий.Когда отливка остывает, расплавленный металл из стояка втягивается обратно в отливку. Стояки играют главную роль в процессе литья, подавая необходимый расплавленный металл во время усадки.
Fig05: Отливка только что снята с формы
Выше показана грубая отливка алюминиевого блока после удаления песчаной формы.песок удаляется путем вибрации отливки. Отливку необходимо обработать, чтобы получить правильные размеры и гладкую поверхность блока цилиндров.
Рис 06: Finlay, обработанный для получения правильных размеров и гладких поверхностей
Шероховатый алюминиевый блок цилиндров обработан шлифовкой, чтобы получить гладкие поверхности на поверхности прокладки головки и на поверхностях, на которых установлены другие компоненты.Затем блок готов к растачиванию отверстий коренных подшипников. Крышки подшипников устанавливаются временно для расточки отверстий коренных подшипников. Затем перейдите к расточке кривошипа и корпусов подшипников распредвала. Расточная оправка содержит несколько инструментов, поэтому все расточные операции выполняются за одну операцию. Поэтому расточная оправка аккуратно помещается в форму. После завершения расточки кривошипный и распределительный валы временно устанавливаются для проверки зазоров в подшипниках.Теперь блок цилиндров готов для дальнейшей сборки кривошипа, кулачка, цилиндров, шатунов и клапанов.
Теория литья
Литье — это процесс затвердевания, который означает, что явления затвердевания контролируют большинство свойств отливки. Причем большинство дефектов литья возникает во время затвердевания. Затвердевание происходит в два этапа: зарождение и рост кристаллов. На стадии зародышеобразования внутри жидкости образуются твердые частицы, и эти твердые частицы имеют более низкую внутреннюю энергию, чем окружающая жидкость.Там они опускаются ниже температуры замерзания из-за требуемой дополнительной энергии. Затем он снова нагревается, образуя кристаллические структуры.
Учет качества при производстве
Качество используемого песка во многом влияет на отделку поверхности блока цилиндров. Чтобы добиться необходимой отделки, песок должен содержать эти особенности.
Возможные дефекты при производстве
Любой дефект снизит прочность блока цилиндров, так как блок цилиндров работает при более высоких температурах, небольшой дефект может быть причиной его выхода из строя.
Инспекции блока цилиндров — Бороскопы SPI
ОСМОТР АВТОМОБИЛЬНОГО БОРЕСКОПА
Проверка автомобиля или грузовика, проезжающего по конвейеру, может быть упрощенным процессом, если у технических специалистов есть подходящие инструменты для работы. В процессе производства загрязнения могут попасть в металл, что приведет к пористому блоку двигателя, дефектам и упущенной выгоде.
Автомеханики часто используют автомобильные бороскопы для проверки деталей молдинга и внутренней части, что снижает вероятность неисправности двигателя. Эти инструменты для оптики медицинского класса содержат шарнирную камеру, расположенную на конце тонкого зонда.
Что происходит, когда машина проезжает тысячи миль? Когда автомобиль находится в эксплуатации какое-то время, автомеханик никогда не знает, через что ему пришлось пройти. Блоки двигателя могут быть повреждены из-за недостаточного обслуживания, например, из-за того, что двигатель работает на очень небольшом количестве масла.У него может даже быть треснувший цилиндр, который полностью ремонтируется. Однако повреждение должно быть обнаружено, прежде чем его можно будет устранить.
Они начинают с проверки очевидных признаков, таких как обесцвечивание блока. Иногда действительно сложно найти источник проблемы в блоке цилиндров, если вы не можете заглянуть внутрь. Любой, кто когда-либо работал с двигателем, знает, что это может оказаться чрезвычайно длительным и утомительным процессом, если вы будете работать вслепую.
Помимо этих разочарований, есть некоторые различия между дизельными и газовыми двигателями.Если вы никогда не прикасались ни к одному из них, лучше всего обратиться к специалисту по автомобильной технике, который полностью понимает эти ключевые моменты. Профессионалы могут использовать высококачественный диагностический инструмент, такой как шарнирный бороскоп, для обнаружения скоплений ила, корродированных форсунок и засоренных фильтров.
Даже если вы чувствуете, что заметных различий в движении нет, очень важно регулярно заезжать на автомобиле. Хорошее правило, которому следует следовать: чем больше вы водите, тем чаще вы должны отвозить его к своему механику для осмотра.Если вы подождете, пока двигатель не закипит, тогда может быть уже слишком поздно. Вы можете почти гарантировать, что ремонт автомобиля будет стоить очень дорого.
Типы дефектов литья и способы их предотвращения
Если вы хотите освежить в памяти информацию о различных типах дефектов литья, их причинах и способах их предотвращения, это руководство предназначено для вас краткое изложение всех этих областей. Есть много вещей, которые могут пойти не так с литьем, но по результатам бывает трудно определить, в чем проблема, которая ее вызвала.В этом руководстве мы разбиваем шесть различных областей дефектов отливок, чтобы помочь вам точно определить, исправить и избежать проблем с отливками. Вот что будет рассказано в этом руководстве:
- Пористость газа
- Точечные отверстия
- Пузыри
- Открытые отверстия
- Дефекты усадки
- Открыть
- Закрыт
- Искривление
- Дефекты материала пресс-формы
- Режет и моет
- Свеллы
- Капли
- Проникновение металла
- Крысиные хвосты
- Fusion
- Выбег
- Заливка дефектов металла
- Холодная дробь
- Холодный затвор
- Misrun
- Металлургические дефекты
- Горячие слезы
- Горячие точки
- Включение шлака
- Дефекты формы отливки
- Несоответствия
- Вспышка
Пористость по газу
Когда литой металл затвердевает в форме, он не может удерживать столько газа, сколько в жидкой форме, поэтому он выделяет его.Это одна из причин, по которой формы проницаемы, что позволяет выходить газу. Несколько факторов могут вызвать непроницаемость, что может привести к застреванию пузырьков газа внутри металла. Эти пузыри могут включать:
Точечные отверстия
Точечные отверстия, также известные как пористость, представляют собой отверстия меньшего размера в верхней части отливки. Обычно они собираются группами около или на поверхности отливки и видны невооруженным глазом.
Пузыри
Сушилки — это большие отверстия, которые могут появиться внутри литой детали.Невидимые невооруженным глазом внутренние раковины можно обнаружить с помощью рентгеновского, гармонического, ультразвукового или магнитного анализа. Волдыри, разновидность раковин, представляют собой тонкие закрытые неглубокие отверстия.
Открытые отверстия
Тип дыхательного отверстия, на поверхности изделия появляются открытые отверстия. Эти дефекты вызваны попаданием воздуха в форму при заливке металла в форму. Существует также неглубокий вариант открытых отверстий, называемый рубцом.
Что вызывает пористость газа?
Подобные отверстия обычно появляются в плохо вентилируемых местах или в местах с повышенной влажностью.В частности, они могут быть вызваны слишком большим количеством влаги песком, мокрыми ковшами, недостаточно газифицированным песком или слишком высокой температурой расплавленного металла, которая приводит к чрезмерному поглощению газа.
Как предотвратить газовую пористость
Избегайте образования мелких и открытых отверстий, убедившись, что формовочный песок сухой и проницаемый. Следует отметить, что чем крупнее песок, тем он проницаемее. Даже использование слишком мелкого песка может помешать оптимальной проницаемости. Кроме того, песчаные формы, которые были забиты слишком сильно, теряют проницаемость, поэтому важно не переусердствовать.Перед использованием убедитесь, что формы и стержни сухие, а также храните их в сухих условиях, а также убедитесь, что в формах достаточно вентиляции для выхода газов.
Вам также следует использовать передовые методы плавления, расплавляя материал в вакууме, вокруг малорастворимых газов или под флюсом, который предотвращает соприкосновение воздуха с расплавленным металлом. Если ничего не помогает, попробуйте заливать расплавленный металл при более низкой температуре во время литья, чтобы он не впитал столько газа.
Дефекты усадки
Дефекты усадки возникают из-за усадки металлических сплавов при остывании.Усадка детали из сплава при затвердевании является нормальным явлением (что следует учитывать при расчетах при проектировании пресс-формы). Однако дефекты возникают, когда металл неравномерно усаживается, что приводит либо к искажению формы конечного продукта, либо к образованию внутренних отверстий. Это также может вызвать стресс у металла.
Открытые дефекты усадки
Открытая усадка проявляется на поверхности литого изделия в виде углубления (также известного как выемка) или отверстия (также известного как труба). Когда металл усаживается неравномерно, он втягивает воздух внутрь формы в этой области, создавая дефекты такого типа.
Закрытые дефекты усадки
Закрытая усадка появляется в виде отверстий внутри отливки, как правило, там, где часть жидкого металла была горячее, чем остальной материал. Он может проявляться в макро- или микро-форме. Микроусадка, также называемая усадочной пористостью, невооруженным глазом выглядит как неровности или линии. Отверстия, которые выглядят угловатыми, можно увидеть только в микроскоп.
Искривление
Деформация может происходить как во время затвердевания металла, так и после него, изменяя размеры и форму отливки.Это нагружает металл и вызывает искривление, особенно на больших и плоских участках отливок.
Что вызывает дефекты усадки?
Дефекты усадки проявляются, когда жидкий металл в кристаллизаторе не имеет одинаковой температуры. Для этого есть две возможные причины: либо металл, заливаемый в форму, слишком горячий, либо металл неравномерно затвердевает. Неравномерное затвердевание часто происходит, когда конструкция пресс-формы игнорирует правило направленного затвердевания. Это правило гласит, что самые тонкие детали отформованной формы должны сначала затвердеть, а самые толстые — последней, чтобы усадка не изменила или не повредила деталь.
Как предотвратить дефекты усадки
Проблемы с непрерывным потоком при правильной температуре (что способствует неравномерному затвердеванию) можно уменьшить, обеспечив непрерывную и равномерную подачу жидкого металла в формы. Это может быть достигнуто с помощью системы литников и затворов с стояками для подачи расплавленного металла, которая включает в себя каналы для протекания металла в форму (ходовая система) и резервуары с жидким металлом наверху формы (также известные как стояки), чтобы залить место усадки металла.
Кроме того, пресс-формы можно снабдить набивкой, которая расширяет концы узких деталей, прикрепленных к более толстым деталям, поскольку это помогает гарантировать, что более толстые секции получат достаточно жидкого металла, прежде чем тонкая деталь затвердеет. Некоторые производители также размещают охлаждающие ребра, охлаждающие змеевики или охладители внутри форм, чтобы быстрее рассеивать тепло. Также может помочь заливка металла при более низкой температуре.
Искажения можно избежать, используя термическую обработку сплавов железа, которая удаляет остаточные напряжения.Для алюминиевых сплавов правка отливки между процессами закалки и старения позволяет избежать коробления. Это также может предотвратить деформацию, чтобы большие участки имели более ребристую форму, например гофру, чтобы изделие остывало более равномерно.
Дефекты материала пресс-формы
Как следует из названия, дефекты материала пресс-формы вызваны материалом пресс-формы, но они также могут быть вызваны проблемами конструкции пресс-формы. Это самая большая категория дефектов литья, состоящая из семи основных типов.
Режет и стирает
Порезы и смывы возникают, когда жидкий металл разъедает часть формы при заливке, и песок не обладает достаточной термостойкостью, чтобы противостоять этому.Промывки и порезы проявляются в виде небольших выпуклостей вдоль поверхности готового продукта, наклоненных к одному концу, где расплавленный металл имел большую силу при втекании.
Волны
Вздутие проявляется в виде вздутия на готовом изделии. Эти дефекты возникают, когда форма слишком мягкая, так что вес жидкого металла выталкивает песок наружу.
Капли
Капли проявляются в виде неровных выступов на вершинах отливок. Они возникают, когда плесень становится слабой и песок попадает в жидкий металл.Капли также загрязняют металлическую поверхность.
Биение
Биение происходит, когда форма протекает, когда остается недостаточное количество металла для формирования желаемой отливки.
Fusion
Fusion проявляется как стекловидная корка на поверхности отливки. Это происходит, когда часть песка в форме плавится и сливается с отливкой.
Металлическое проникновение
Когда песчинки рыхлые и крупные, расплавленный металл может проникнуть в форму, создавая шероховатую поверхность отливки.
Крысиные хвосты
Крысиные хвосты, также известные как жилки, представляют собой неровные линии вдоль поверхности отливки, возникающие, когда тепло расплавленного металла заставляет песок расширяться. Пряжки — это более экстремальные варианты крысиных хвостов.
Что вызывает дефекты материала пресс-формы?
Как уже отмечалось, причины могут различаться в зависимости от возникшего дефекта. Однако большинство дефектов вызвано либо слишком мягкими формами, которые требуют дополнительной утрамбовки, либо заливкой металла, когда он еще слишком горячий.
Как предотвратить дефекты материала формы
Обеспечение достаточного забивания форм для удержания расплавленного металла — это эффективный способ решить все эти проблемы, а также убедиться, что разливаемый металл не слишком горячий.Однако, если это не сработает, существуют другие методы решения этих проблем, которые варьируются от дефекта к дефекту.
- Для резки и промывки может потребоваться переработка системы ворот или добавление в песок дополнительных связующих веществ.
- Набухание можно остановить, уменьшив содержание воды в песке в форме.
- Капель можно избежать, укрепив выступы пресс-формы гвоздями или затычками.
- Биение происходит из-за изношенных форм, которые требуют замены, или из-за плохо спроектированных форм.
- Расплавления можно избежать, если песок в форме устойчив к температуре расплавленного металла.
- Проникновение металла можно устранить, убедившись, что внутренние поверхности должным образом покрыты жидкостью для формования, а песчинки достаточно малы и непроницаемы для расплавленного металла.
- «Крысиные хвосты» можно остановить, изменив форму формы так, чтобы она имела меньшие плоские поверхности или убедившись, что форма достаточно мягкая, чтобы должным образом расширяться от тепла.
Заливка дефектов металла
В отличие от многих других дефектов в этом руководстве, эти дефекты появляются при слишком низких температурах во время процесса разливки.Они делятся на три категории:
Холодная дробь
Холодная дробь — это шарики или капли, неплотно прикрепленные к отливке, оставшиеся от брызг расплавленного металла во время его заливки. Поскольку они меньше по размеру, брызги остывают раньше, чем остальная часть отливки, и врастают или прикрепляются.
Холодный затвор
Холодный затвор происходит, когда металл течет в форму из двух или более точек, но он слишком холодный, чтобы соединиться в цельную деталь. Именно тогда в середине образуется трещина с закругленными краями, которая становится слабым местом в отливке.
Неправильное использование
Неправильная обработка, близкие родственники холодного закрытия, случаются, когда металл настолько остыл, что затвердевает, прежде чем он сможет заполнить всю форму. Неправильные прогоны проявляются как отливки с отсутствующими деталями.
Что вызывает дефекты заливки металла?
Дефекты отливки металла на всем стержне из-за слишком низкой температуры металла, когда он достигает внутренней части формы. Эти дефекты могут быть вызваны простой заливкой металла, когда он недостаточно горячий. Однако даже если металл изначально был разлит при оптимальной температуре, дефекты могут быть вызваны плохой системой вентиляции, которая позволяет металлу слишком сильно остыть, прежде чем он попадет в форму, или слишком тонкими секциями формы.Тонкие секции могут затвердеть и блокировать другие секции формы из-за своего тонкого размера.
Как предотвратить заливку металлических дефектов
Дефектов разливки металла можно по большей части избежать, обеспечив, чтобы расплавленный металл оставался достаточно теплым, чтобы полностью соответствовать внутренней части формы. Система затворов может быть изменена для более быстрой транспортировки расплавленного металла или для исключения участков, которые достаточно тонкие, чтобы затвердеть, прежде чем металл сможет заполнить более крупные полости за их пределами. Если это невозможно, температуру заливки можно просто увеличить.Повышение газопроницаемости формы также может ускорить отвод газов, так что у металла будет меньше времени на охлаждение, пока он все еще течет в форму. В частности, холодная дробь может быть вызвана небрежной заливкой, поэтому обеспечение плавной заливки металла также может помочь в решении этой проблемы.
Металлургический дефект
Металлургические дефекты проявляются, когда есть проблемы с металлом отливки. Есть три типа, в том числе:
Включение шлака
Включение шлака происходит, когда металл не очищается от шлака перед заливкой.Это просто означает, что готовая отливка будет содержать примеси или инородный материал. Если вкрапление грязное, отливки будут иметь вид соты или губки.
Горячие слезы
Горячие слезы, также известные как горячие трещины, появляются, когда остывающий металл сжимается. В этом состоянии, когда металл все еще непрочен, остаточное напряжение в металле или плохая конструкция пресс-формы могут привести к разрыву металла, что приведет к разветвлению и неравномерным трещинам. Иногда их трудно увидеть невооруженным глазом.
Горячие точки
Также известные как твердые пятна, эти дефекты возникают, когда определенные части отливки остывают быстрее, чем области вокруг них, создавая более твердые части отливки. Они могут изнашивать инструменты и мешать процессу обработки.
Что вызывает металлургические дефекты?
Металлургические дефекты вызваны различными факторами в зависимости от дефекта.
- Включение шлака происходит до того, как металл попадет в изложницу, когда металл не очищен должным образом или в заливку входит слишком много верхней части металла (где находится шлак).Если помимо шлака появляется грязь или другой посторонний материал, это также может быть признаком того, что формы не были чистыми.
- Горячие разрывы обычно возникают из-за плохо спроектированных форм, которые не позволяют литой детали сжиматься во всех направлениях. Однако они также могут быть вызваны тем, что металл не обладает достаточной прочностью на разрыв, избыточное тепло разлитого металла заставляет его усадиться больше, чем рассчитано в пресс-форме, или охлаждение происходит неравномерно, создавая внутренние напряжения. Горячие разрывы также могут быть вызваны стержнями или формой, которая не деформируется должным образом при нагревании.
- Горячие точки появляются, когда происходит неправильное охлаждение, из-за конструкции пресс-формы или когда химический состав металла не соответствует норме.
Как предотвратить металлургические дефекты
Ключом к горячим точкам и горячим слезам является пресс-форма. Вероятность того и другого можно значительно снизить, если использовать хорошо спроектированные формы, которые равномерно охлаждают отливку и должным образом деформируются в жарких условиях. В качестве альтернативы для горячих точек, изменение химического состава может помочь решить проблему.
Перед заливкой необходимо удалить шлак. Это можно сделать, добавив в жидкость элементы, чтобы шлак всплыл вверх, откуда его можно было удалить, или используя ковш, который выливает металл снизу. Также можно предотвратить попадание шлака в отливки, если установить в литниковую систему керамический фильтр.
Дефекты формы отливки
Дефекты формы отливки проявляются либо в виде несовпадения, либо в виде вспышек. Дефекты формы исправить проще всего, поскольку обычно они требуют корректировки существующих форм.
Несоответствие
Несовпадения, также известные как смещения, возникают, когда разные части отливки выходят смещенными друг относительно друга, обычно по горизонтали. Точно так же смещение сердечника (также известное как вертикальное смещение) происходит с смещенными сердечниками.
Вспышка
Также называемые ребрами литья или заусенцами, заусенец проявляется как дополнительный материал, прикрепленный к отливке, обычно в виде тонкого листа, который образуется в месте соединения частей формы. Вспышка — один из самых распространенных дефектов литья.
Что вызывает дефекты формы отливки?
Несоответствие случается, когда верхняя и нижняя части формы не выровнены должным образом перед заливкой металла или колба (в которой находится форма) смещена.Сдвиг сердечника, с другой стороны, может произойти, когда установочные штифты коробки или шаблона ослаблены или неточны. Вспышка происходит из формы, которая не отягощена или не закреплена должным образом. Он образуется при наличии зазоров в стержне или пресс-форме.
Как предотвратить дефекты формы отливки
Во избежание дефектов формы отливки убедитесь, что установка и выравнивание шаблона пластины идентичны. Это может помочь увидеть неточности в выводах. Иногда повторная сборка формы может решить проблему.Между тем, от незначительных заусенцев на готовых отливках можно избавиться, отломив их и опилив, хотя это может обойтись дорого.
Заключение
Здесь мы рассмотрели основы газовой пористости, усадки, материала формы, разливочного металла, металлургических дефектов и дефектов формы отливок, включая конкретные примеры дефектов, которые могут появиться в ваших отливках. Готовы ли вы приступить к поиску поставщиков, теперь, когда вы больше знакомы с типами неисправностей, которые могут появляться в отливках? Если да, то можете заглянуть на нашу страницу «Обнаружение поставщиков», на которой есть информация о более чем 500 000 североамериканских поставщиков.Или, если вы хотите ознакомиться с другими отраслевыми руководствами, вы можете ознакомиться с разделом руководств на нашем веб-сайте, где вы найдете полезную информацию, которая поможет вам лучше искать.
Источники:
- https://www.mechanicalbooster.com/2017/11/casting-defects.html
- https://www.intouch-quality.com/blog/21-casting-defects-and-how-to-prevent-them-in-your-products
- http://mechanicalinventions.blogspot.com/2012/11/different-types-of-castings-defects.html
- https: // www.godfreywing.com/blog/whats-the-difference-in-gas-and-shrinkage-porosity
- https://www.haworthcastings.co.uk/news/what-is-a-sand-casting-running-system
- https://www.sfsa.org
Прочие литейные изделия
Больше продукции из производства и изготовления на заказ
Отливка блока двигателя: ASK Chemicals
Высокопроизводительные, современные двигатели работают с целью снижения расхода топлива и выбросов выхлопных газов. Однако эта цель должна быть достигнута при сохранении экономического успеха (т.е. снижение цены). Бесчисленные меры, требующие значительных усилий, были разработаны и внедрены в серийное производство производителями при поддержке поставщиков автомобилей.
В целом можно различать внешние и внутренние модификации двигателя. Непрерывная подача выхлопных газов после обработки в транспортном средстве с помощью катализатора или сажевого фильтра является важной мерой для снижения выбросов выхлопных газов. Интеллектуальные контуры управления, такие как автоматическая система старт-стоп и частичное отключение цилиндров двенадцатицилиндрового двигателя премиум-класса, во многом соответствуют этой тенденции.Внутренние модификации двигателя могут привести к изменению картера двигателя, из которого вытекают изменившиеся требования к производственному методу литейного завода как поставщика производителя автомобилей.
Поскольку картер является самым большим компонентом двигателя, ему уделяется большое внимание с точки зрения снижения расхода за счет снижения веса. Практическое правило: при уменьшении массы легкового автомобиля на 100 кг расход топлива уменьшается на 0,3 литра на 100 км. Поэтому разработка материалов для картера имеет большое значение.Характеристики материала, такие как плотность и динамическая прочность, являются основными факторами, влияющими на массу компонента. Чугун как материал для картеров двигателя относительно устарел.
Однако серийное производство картеров из алюминиевых сплавов, которое началось гораздо позже, стало поворотным моментом для легковых автомобилей. В принципе, основным недостатком чугуна в стандартной версии по сравнению с алюминием является его более высокая плотность — 7,2 г / см³. Картеры грузовых автомобилей и по сей день обычно изготавливают из чугуна.Эти два материала в настоящее время конкурируют за право выбора в качестве материала для картера легковых автомобилей большой серии.
Последующий поворотный момент стал известен как «сокращение». Уменьшение размера подразумевает замену двигателей большого объема двигателями меньшей кубатуры, но, по крайней мере, такой же мощности. Можно уменьшить количество топлива и выхлопных газов, увеличив мощность при той же массе двигателя или увеличив мощность при той же кубатуре. Соответственно, удельная мощность и мощность на литр являются характерными значениями для уменьшения габаритов.Эти значения улучшаются за счет наддува двигателя.
Можно отметить постепенный переход от двигателя без наддува к наддуву и двойному наддуву. Связанные с ним агрегаты — это нагнетатель и турбонагнетатель. Для подходящего автомобиля высокопроизводительный 4-цилиндровый рядный двигатель с двойным наддувом представляет собой альтернативу безнаддувному 6-цилиндровому двигателю. Это также называется уменьшением размера цилиндра. Меньшее количество цилиндров означает меньшее трение, меньший размер картера, меньшую головку блока цилиндров, меньшее количество крышек подшипников и т. Д., и, как следствие, меньший общий вес. Как правило, увеличение давления зажигания за счет наддува увеличивает нагрузку на картер. Чтобы это компенсировать, стены должны быть толще. Однако более толстые стенки означают увеличение веса и более высокий расход топлива. Востребованы материалы с повышенной прочностью, так как их использование не приводит к потере преимущества наддува. Таким образом, уменьшение размеров расширило его ограниченное представление о плотности, включив в него прочность материала.Это большое поле для развития литейного производства и его поставщиков. Компания ASK также вносит свой вклад в это: разработки работают над повышением прочности за счет улучшенного отвода тепла через материал формы. Помимо химического состава материала, прочность компонента также определяется теплофизическими свойствами материала пресс-формы.
Новые подходы в разработке облегченной конструкции
- Гибрид картера из сложной чугунной конструкции и алюминиевого сплава (Gießerei Halberg Guss вместе с VAW mandl & berger)
- Гибрид картера из алюминиевого сплава и магниевого сплава (BMW AG , Gießerei Landshut)
- Чугун низкой плотности — <6.8 г / см³ (Gießerei Halberg Guss)
Системные решения в отливке блока цилиндров
Топология поверхности цилиндров, резьбы, очень тонких масляных каналов и участков с очень маленькими допусками на размеры не может быть достигнута за одно производство шаг в отливке. Для этого используется механическая обработка, но литье почти чистой формы является решающим требованием для данного типа литья, так что затраты на обработку могут быть сведены к минимуму. В основе лежат стандартизованные допуски на литье, которые также зависят от метода литья.
- Гибкость размеров: картеры всех размеров могут быть изготовлены методом литья песком; от небольшого 3-цилиндрового картера для легковых автомобилей до самого большого картера для грузовых автомобилей.
- Гибкость геометрии: свобода проектирования полостей в картере намного выше по сравнению с методом литья под давлением.
- Гибкость времени: изменения геометрии, а также прототипы могут быть реализованы намного быстрее и более экономичным способом по сравнению с методом литья под давлением.
При рассмотрении всего производства «рождение» картера начинается с процесса первичного формования литья. Различают отливку в металлическую постоянную форму и в формы одноразового использования. Литье в одноразовые формы из связанного песка — литье в песчаные формы — широко распространено в производстве картеров, так как это метод литья, сочетающий высочайший уровень гибкости с превосходной экономической эффективностью.
Основной материал формовки и связующее имеют большое значение при литье в песчаные формы.Именование также было изменено из-за его большого значения. В методе упаковки керна вся геометрия представлена песчаными кернами. Поверхность сердечника покрывается в зависимости от вязкости расплава, давления расплава, скорости заполнения и диапазона температур литья. Покрытия, представляющие собой дисперсию тугоплавких частиц и воды, используются для расплавленного чугуна, тогда как порошковое покрытие сердцевины применяется для расплавленного алюминия.
При использовании формовочного песка по крайней мере один основной контур представлен песком на бентонитовой связке.Однако это также может включать полости с поднутрениями для вспомогательного и вспомогательного оборудования, такого как корпус водяного насоса, из-за дополнительных стержней, которые были введены в форму, связанную с бентонитом. Оба типа литья можно найти в области чугуна.
Преобладающим методом изготовления картеров из алюминиевых сплавов является метод упаковки сердечников. Повышенное содержание водорода в расплавленном алюминии вызывает дефекты литья. Форма нагревается за счет остывания расплава. Связующее, которое в нем содержится, нагревается и выделяет газ, который проникает через пористое тело материала формы к границе между формой и расплавом.Если газ содержит водород, он может пройти через границу в форму. Поскольку расплавленный алюминий чувствителен к водороду, одно из требований к связующему — не выделять газы, содержащие водород. Поскольку при использовании форм на бентонитовой связке выделяется водяной пар, для расплавленного алюминия в качестве меры предосторожности используется метод упаковки стержней.
Помимо технических требований, таких как достаточная прочность формы и устойчивость к истиранию, на первый план все чаще выдвигаются требования по защите окружающей среды.Выбросы газа должны быть более экологически чистыми с точки зрения их состава, количества и запаха. Компания ASK Chemicals определила основные этапы разработки высокореактивных связующих и неорганических связующих.
Как показывают следующие примеры, первые приблизительные параметры процесса литья вытекают из перечисленных выше характеристик, т. Е. Конструкции, кубатуры, количества цилиндров, количества рядов цилиндров, угла рядов цилиндров, «открытой площадки» или «закрытой площадки». палуба.» Для V-образных двигателей с углом ряда цилиндров 90 ° всегда требуется метод пакета сердечников.Проблема поднутрений, которая в противном случае возникает, решается «сердечником» в корпусе сердечника, который представляет собой зазор между рядами цилиндров. В отличие от этого, 6-цилиндровый V-образный двигатель с чрезвычайно узким углом между рядами цилиндров может быть отлит горизонтально с использованием чугуна и без сердечника, поскольку в этой конструкции отсутствуют полости между рядами цилиндров. Соотношение между кубатурой и размером пресс-формы должно служить третьим примером: для изготовления стержней для картера грузовика для V-образного двигателя объемом 12 литров необходимы соответствующие большие пресс-формы и инструменты.Четыре картера для 1,4-литрового двигателя легкового автомобиля можно было одновременно отливать в одной пресс-форме.
Приблизительные параметры процесса литья включают положение литья. Если цилиндры цилиндров в значительной степени параллельны горизонтальной перегородке кристаллизатора, положение литья называется горизонтальным. Если цилиндры расположены под углом 90 ° к горизонтальной перегородке кристаллизатора, положение литья называется вертикальным. Вертикальное положение литья возможно только при использовании метода упаковки стержней.
Требования к материалу
Картер принимает на себя сложную локальную нагрузку, которая должна надежно выдерживаться в течение нескольких сотен тысяч километров и многих лет. Это является результатом комплекса нагрузок, действующих на компонент и состоящих из сил газа в цикле сгорания, сил реакции в энергетическом цикле, а также изгибов и винтовых соединений. Существуют также внутренние силы от теплового расширения, внутренние напряжения, весовая сила собственной массы компонента, весовая сила навинчиваемых компонентов, таких как коленчатый вал и головка цилиндра, и силы от теплового расширения дополнительной -на деталях, которые передаются через винтовые соединения.
Наибольшее термическое напряжение обычно наблюдается в области перемычки крышки. Тот факт, что вода и смазочные материалы проходят через компонент, требует герметичности, чистоты и проницаемости каналов для жидкости в картере. Вследствие задачи направления поршня цилиндр цилиндра должен быть частью трибологической системы. Это система цилиндр / смазка / поршневые кольца. Поэтому поверхностная пленка цилиндра цилиндра должна обладать трибологически приемлемыми свойствами.Целями являются низкие потери на трение, износ и расход смазки.
Требования к материалу вытекают из случаев нагружения, производственных операций производителя автомобилей и экологических аспектов:
- CO2-эквивалент производства материала — низкий
- Обрабатываемость — высокая
- Усталостная прочность при обратных изгибающих напряжениях — высокая
- Усталостная прочность при переменных напряжениях при рабочей температуре — высокая
- Плотность — низкая
- Герметичность — высокая
- Прочность на сжатие — высокая
- Демпфирование естественной вибрации — высокая
- Модуль упругости — высокая
- Допустимое поверхностное давление — высокое
- Общая стоимость производственного процесса — низкая
- Коррозионная стойкость — высокая
- Устойчивость к ползучести — высокая
- Склонность к образованию усадочных отверстий и склонность к включению — низкая
- Возможность вторичного использования — высокая
- Коэффициент теплового расширения — как материал коленчатого вала возможно 900 53 Износостойкость — высокая
- Теплопроводность — высокая
Не существует материала, на 100% отвечающего вышеуказанным требованиям.Поэтому алюминиевые сплавы и сплавы чугуна конкурируют друг с другом, и эта конкуренция усиливается из-за все новых подходов к разработке облегченных конструкций.
Типичные дефекты литья и подходящие меры по их устранению
Вот несколько характерных примеров, чтобы подчеркнуть это:
Проблемы в области гребня цилиндра могут возникнуть при проектировании картера для уменьшения зазоров между цилиндрами. Нежелательные полости открываются после обработки цилиндра.В случае горизонтального литья это происходит преимущественно на уровне застежки сердечника водяной рубашки. В сочетании с неблагоприятным течением расплава застежка сердечника, вероятно, действует как вспомогательное средство для образования и препятствие для газового пузыря, который состоит из газов активной зоны или воздуха, захваченного при заполнении формы. Решением было бы определить преждевременную концепцию относительно положения и типа основных кламмеров еще на стадии разработки продукта. Вопрос в том, можно ли переместить зажимную скобу вниз в цилиндре цилиндра так, чтобы положение дефекта находилось ниже критической зоны перемещения поршня.Еще один вопрос будет заключаться в том, возможно ли ввести метод упаковки стержней в положение вертикальной разливки на этапе разработки компонента. Зажимы сердечника в водяной рубашке не требуются для этой позиции литья. Еще одним преимуществом метода упаковки стержней является то, что его можно легко отследить благодаря автоматической маркировке стержня, которая передается на отливку. Мониторинг процесса и анализ причин дефекта отливки можно проводить на более глубоком и широком уровне в параметрах производства стержней.Однако необходимо проверить, сдерживается ли неконтролируемое просачивание в области чугуна в методе упаковки сердечника.
Типичные дефекты литья, обнаруженные в воздуховодах:
- Канал недостаточно проницаемый
- Слишком высокое содержание остаточной грязи
- Маслопровод и водяная рубашка недостаточно герметичны
Нежелательное отклонение по форме в виде прожилок в масляных каналах может варьироваться от ограниченной проницаемости, которая больше не является терпимой, до полного закрытия.Маслопроводы, скрученные все более сложной формой, становятся тенденцией к уменьшению размеров, так что становится все труднее проверять и переделывать каналы в помещении для очистки отливок. Подходящее лечебное действие включает изменение характеристик зерна для сердцевины, добавок, а также адаптированных покрытий.
Процесс литья не завершен после затвердевания. Не следует недооценивать процесс упаковки и удаления сердечника. Например, в случае очень тонких и глубоководных рубашек могут потребоваться отверстия для удаления песка.На следующем этапе производства после механической обработки они закрываются крышками из листового металла. При разработке концепции следует также задаться вопросом о размере отверстий в крышке, чтобы учесть возможность удаления стержня при проектировании. Возможность удаления сердцевины, в частности, является важной областью развития системы связующего. При этом соблюдается количество остаточной грязи. Количество остаточной грязи относится к проценту материала от завершенного процесса первичного формования, который остается в полостях металлического тела после того, как он прошел через весь процесс.Свободные частицы остаточной грязи могут попасть в масло во время работы двигателя, а в худшем случае очень крупные частицы могут сократить срок службы подшипников. Поэтому в качестве меры предосторожности для картера 2,0-литрового легкового автомобиля требуется 500 мг. ASK Chemicals вносит свой вклад в виде покрытий с уменьшенным образованием соединений, которые разрабатываются совместно с соответствующим литейным производством.
Анализ причин важен для определения корректирующих действий. Для этого у ASK Chemicals есть собственное программное обеспечение для моделирования в качестве инструмента.Моделирование затвердевания доступно для анализа причин появления усадочных отверстий. А как быть с дефектами отливки, вызванными пузырьками газа? ASK Chemicals ведет интенсивную новаторскую работу по этому вопросу. Важной вехой здесь является внедрение соответствующего программного обеспечения для моделирования, которое обеспечивает ориентацию по вопросам, касающимся количества газа, образующегося локально, и местного давления газа на границе. Кроме того, следует упомянуть развитие систем связующих с высокой реакционной способностью. Из-за высокой реакционной способности необходимое количество связующего уменьшается, а более низкое содержание связующего означает меньшее давление газа на границе между формой и расплавом.Помощь в принятии решений, предоставляемая средствами моделирования, и благоприятные условия современной системы связующего заменяют совпадение. Если они применяются на ранней стадии разработки продукта, они могут помочь предотвратить перенос дефекта на более поздние стадии. Чем позже будет устранен дефект, тем больше будет нанесен экономический ущерб.
Топология поверхности цилиндров, резьбы, очень тонких масляных каналов и участков с очень малыми допусками на размеры не может быть достигнута за один этап производства при литье.Для этого используется механическая обработка, но литье почти чистой формы является решающим требованием для данного типа литья, так что затраты на обработку могут быть сведены к минимуму. В основе лежат стандартизованные допуски на литье, которые также зависят от метода литья. Требования к форме, сердечнику, материалу и типу отливки.
Управление качества литейного производства предоставляет данные о внутренних, обнаруженных извне, явных и скрытых дефектах литья картера. В общем, нежелательные полости и нежелательные отклонения формы, которые препятствуют надежной работе компонента, считаются дефектами.Основное внимание в методе песочного литья уделяется функциональным группам цилиндра, масляного канала и водяной рубашки. Экономия материала за счет уменьшения габаритов и уменьшения пространства для установки двигателя приводит к увеличению требований к литейным цехам. Для анализа причин нежелательных полостей часто используются два объяснения, и эти объяснения резюмируются здесь в сильно упрощенном виде. Во-первых, это нежелательная полость, вызванная усадкой, усадочное отверстие, которое является результатом дефицита объема, который возникает при переходе от жидкого агрегатного состояния к твердому агрегатному состоянию металла.Вторая нежелательная полость — это газовый пузырь, который захватывается во время затвердевания и окружается металлом. Форма нагревается за счет остывания расплава. Связующее, содержащееся в нем, нагревается и выделяет газ, который проникает через пористое тело материала формы к границе между формой и расплавом. Если давление газов достаточно велико, они могут попасть в расплав и превратиться в газовый пузырь. На практике существует множество переходных форм между усадочными отверстиями и пузырьками газа.
Патент США на способ устранения дефектов пористости в алюминиевых блоках цилиндров с литыми на месте металлическими гильзами. Патент (Патент № 5,179,994, выдан 19 января 1993 г.)
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ1. Область изобретения
Настоящее изобретение относится к способу устранения дефектов усадки или пористости в алюминиевых отливках блока цилиндров, имеющих литые на месте гильзы цилиндров, скрепленные металлургическим соединением.
2. Описание предшествующего уровня техники
При производстве алюминиевого блока цилиндров для автомобильного двигателя часто необходимо включать гильзы цилиндров из материалов с высокой износостойкостью, чтобы увеличить срок службы блока цилиндров.
Существует несколько способов закрепления вкладышей в блоке. Один из способов — это прикрепить футеровку к блоку металлургическим способом. В этом процессе гильзы обычно покрываются металлическим материалом с низкой температурой плавления, таким как металл на основе цинка, который совместим как с алюминиевым материалом блока цилиндров, так и с выбранным материалом (например.g., чугунные футеровки), так что цинковое покрытие способно сплавляться с каждым из этих материалов.
После нанесения покрытия на гильзы они помещаются в литейную полость формы для блока цилиндров, и расплавленный алюминий заливается в полость и вокруг гильз. Расплавленный алюминий плавит покрытие на гильзе, а затем покрытие сплавляется с материалами гильзы и блока цилиндров. Когда отливка затвердевает, гильза металлургически соединяется с полученным блоком цилиндров.Такой процесс раскрыт в соответствующих патентах США No. №№ 3 165 983, выданных 19 января 1965 г. и 3 276 082, выданных 4 октября 1966 г., оба на имя Томаса.
В случае покрытия на основе цинка образуется внешний поверхностный слой, состоящий в основном из чистого цинкового материала. С одной стороны, этот слой полезен, поскольку он обеспечивает определенную защиту от коррозии покрытых гильз цилиндров перед литьем. С другой стороны, этот слой может оказаться вредным для целостности готовой отливки, поскольку он вызывает дефекты пористости внутри блока цилиндров во время затвердевания отливки.В частности, этот внешний слой плавится во время литья и проникает в алюминиевый материал блока цилиндров. Это явление особенно распространено при литье блоков цилиндров V-образного типа, где гильзы наклонены в форме во время литья, поскольку, когда покрытие плавится во время литья, плотный по существу чистый слой Zn покрытия заставляется собираться вдоль большей нижней части. нижний край гильз цилиндров. Когда по краю собирается достаточное количество этого материала, он стекает с гильзы и попадает в алюминиевый материал блока цилиндров.Эта капля материала покрытия более плотная, чем материал алюминиевого блока цилиндров, и продолжает проникать в материал блока цилиндров.
Поскольку по существу чистый цинковый материал также имеет более высокую степень усадки, чем окружающий алюминиевый материал блока цилиндров, прогрессирующая «капля» оставляет после себя «червеобразные» пустоты или усадочные дефекты в образующемся блоке цилиндров. Такие дефекты пористости, конечно, нежелательны для высококачественных отливок блока цилиндров.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ И ПРЕИМУЩЕСТВАСпособ устранения дефектов усадки в алюминиевых отливках блока цилиндров, имеющих металлургически скрепленные литые гильзы цилиндра, включает сначала формирование гильзы цилиндра, а затем металлургическое соединение материала металлического покрытия с гильзой.Гильза с покрытием затем помещается в полость литейной формы блока цилиндров, после чего расплавленный алюминиевый металл блока цилиндров заливается в полость и вокруг гильзы с покрытием. Это вызывает плавление покрытия и его дальнейшее сплавление с материалом блока цилиндров, который после затвердевания металлургически связывает гильзу с полученным блоком цилиндров.
Отличительной особенностью рассматриваемого способа является удаление внешнего слоя покрытия на гильзе перед литьем для удаления материала с высокой степенью усадки, который в противном случае расплавился бы во время литья и просочился бы в материал блока цилиндров, образуя нежелательные дефекты усадки внутри корпуса. образовавшийся блок цилиндров после затвердевания.
Основным преимуществом этого процесса является то, что алюминиевый блок цилиндров с литыми гильзами цилиндров может быть изготовлен без образования нежелательных дефектов пористости в отливке блока цилиндров.
Еще одно преимущество заключается в том, что удаление внешнего по существу чистого цинкового слоя покрытия не препятствует способности образовывать металлургическую связь, а, скорее, служит для улучшения металлургической связи, обеспечивая чистую чистую поверхность покрытия с алюминиевым материалом блока цилиндров во время отливки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙДругие преимущества настоящего изобретения будут легко оценены по мере того, как они станут более понятными, если обратиться к нижеследующему подробному описанию при рассмотрении в сочетании с прилагаемыми чертежами, на которых:
РИС. 1 — схематическая блок-схема, иллюстрирующая способ по настоящему изобретению;
РИС. 2 представляет собой вид в разрезе гильзы цилиндра с покрытием по линиям 2-2 на фиг. 1;
РИС.3 — вид, подобный фиг. 2, но с удалением значительной части внешнего слоя покрытия по существу из чистого цинка; и
РИС. 4 — частичный вид в разрезе отливки блока цилиндров по линиям 4-4 на фиг. 1, показывающий гильзу, металлургически прикрепленную к блоку цилиндров.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙБлок-схема способа согласно настоящему изобретению в общем показана позицией 10 на фиг. 1 и вкратце включает в себя этапы сначала формирования множества гильз 12 цилиндров, а затем покрытия гильз 12 материалом 14 металлического покрытия с низкой температурой плавления таким образом, чтобы материал 14 покрытия металлургически сцеплялся с внешней поверхностью гильз 12.Часть 16 внешнего слоя покрытий 14 затем удаляется, и покрытые гильзы 12 размещаются в полости 18 литья формы 20 для блока цилиндров. Затем расплавленный алюминиевый материал 22 блока цилиндров заливается в полость 18 и вокруг покрытых гильз 12. Это вызывает переплавление покрытия 14 на каждой гильзе 12 и дальнейшее сплавление с алюминиевым материалом 22 блока цилиндров. Отливке дают возможность затвердеть, после чего гильзы 12 металлургически соединяются с полученным блоком 22 цилиндров через покрытие 14.
Вкладыши 12 могут быть изготовлены из любого материала, обладающего хорошими износостойкими свойствами. Гильзы 12, показанные на чертежах, отлиты из чугуна, но также могут быть изготовлены из других материалов, таких как алюминиевые сплавы с высоким содержанием кремния (например, алюминий 390), а также другие. Количество необходимых гильз 12, конечно, будет соответствовать количеству поршневых цилиндров, сформированных в блоке 22 цилиндров. Например, на фиг. 1 показан четырехцилиндровый блок 22 V-образного типа, и, следовательно, требуется четыре таких гильзы 12 цилиндра.
Выбранный материал покрытия должен быть таким, который легко сплавится как с металлом гильзы, так и с металлом блока. Цинк, а также олово и кадмий (или их сплавы) оказались хорошими материалами 14 покрытия для настоящего варианта осуществления.
Предпочтительный способ нанесения покрытия на вкладыши 12 включает закрепление вкладышей 12 в подходящем приспособлении 26, а затем погружение вкладышей 12 в ванну с расплавленным цинковым материалом 14 покрытия на время, достаточное для того, чтобы материал цинкового покрытия оставался 14 для сплавления с внешней поверхностью гильз 12.После затвердевания на внешней поверхности гильзы 12 образуется легированная фаза покрытия и металла гильзы.
Для обеспечения хорошего сцепления между вкладышами 12 и материалом покрытия 14 может потребоваться очистка вкладышей 12 перед нанесением покрытия, а также их предварительный нагрев.
После нанесения покрытия на футеровки 12 их извлекают из ванны с расплавленным материалом покрытия 14 и дают высохнуть на воздухе до затвердевания покрытия 14.
Покрытые вкладыши 12 затем подвергаются дальнейшей обработке на станции 28, где удаляется часть вышеупомянутого внешнего слоя 16 каждого покрытия 14.Внешний слой 16 содержит по существу чистый материал 14 основного покрытия, обозначенный на фиг. 2 и 3, как крайнее внешнее кольцо материала покрытия, отделенное от оставшегося материала покрытия пунктирной линией, чтобы указать, что это отдельная фаза, но все же неотъемлемая часть покрытия.
Внешний слой 16 цинка имеет более низкую температуру плавления, чем материал 22 алюминиевого блока цилиндров, но также имеет более высокую степень усадки. Считается, что дефекты пористости вызваны более плотным материалом 16 внешнего слоя, вторгающимся в материал блока цилиндров, когда оба они находятся в расплавленном состоянии во время литья, а затем объединяются с (т.е.д., легирование) материала блока цилиндров 22 для образования локализованного цинк-алюминиевого кармана или области материала внутри материала 22 цилиндра, который имеет более высокую степень усадки, чем алюминиевый материал блока цилиндров 22. Таким образом, когда отливка затвердевает, это локализуется Цинково-алюминиевый карман из материала сжимается быстрее, чем окружающий алюминиевый материал блока цилиндров, и образует нежелательные пустоты или пористость в конечном блоке 22 цилиндров. Также возможно, что определенная часть по существу чистого цинкового материала попадает в корпус. Алюминиевый материал 22 блока цилиндров во время литья не полностью растворяется в алюминиевом материале 22 блока цилиндров, а, скорее, остается неповрежденным в виде кармана из относительно более плотного чистого материала покрытия с более высокой степенью усадки внутри материала 22 блока цилиндров, который продолжает продвигаться в цилиндр блокирующий материал по мере затвердевания отливки, оставляя после себя подобную «червеобразную» пустоту или дефект пористости внутри получившийся блок цилиндров 22.
Таким образом, хотя покрытие гильз 12 имеет важное значение для достижения металлургической связи между гильзами 12 и блоком 22 цилиндров, этот внешний слой по существу чистого цинкового материала 16, который образуется во время процесса покрытия, имеет тенденцию создавать нежелательные дефекты пористости внутри корпуса. результирующий блок цилиндров 22.
Эта проблема пористости, упомянутая выше, особенно распространена при отливке блоков цилиндров V-образного типа, подобных тому, который изображен на чертежах. При отливке блока цилиндров V-образного типа гильзы 12 цилиндров поддерживаются под углом наклона в полости 18 формы 20 для блока цилиндров, чтобы соответствовать характеристике V-ориентации блоков цилиндров V-типа.Когда гильзы 12 цилиндров ориентированы таким образом в пресс-форме 20, материал 16 внешнего слоя с высокой концентрацией цинка (если он не удален) заставляется скапливаться или собираться вдоль нижнего края гильз 12 цилиндров, а затем капать в соседний алюминиевый цилиндр. блокирующий материал 22 во время литья, что приводит к дефектам усадки, описанным выше. Таким образом, наклон гильзы цилиндра способствует концентрации или агломерации материала 16 внешнего слоя в наиболее расположенной вниз области нижнего края гильзы 12, тем самым повышая вероятность того, что материал 16 внешнего слоя войдет в материал блока цилиндров. 22 и вызывают образование нежелательных дефектов пористости.
В попытке устранить эту проблему пористости было обнаружено, что удаление всего, кроме небольшой части внешнего слоя 16 по существу из чистого цинка, устраняет проблему пористости. Однако было также признано, что определенное количество этого по существу чистого внешнего цинкового слоя 16 должно оставаться на гильзах 22 для обеспечения защиты от коррозии гильз 12 перед литьем и развития хорошей металлургической связи между гильзами 12 и блоком 22 цилиндров. От 0,50 до 1.Показано, что толщина 0 мельница достаточна для обеспечения необходимой защиты от коррозии и в то же время устранения дефектов пористости или усадки в литом блоке 22 цилиндров.
Вид в разрезе гильзы цилиндра, у которой удален весь внешний слой 16 по существу из чистого цинка, кроме примерно 0,50–1,0 миллиметра, показан на фиг. 3. Предпочтительный способ удаления части 16 внешнего слоя покрытия 14 представляет собой операцию механической обработки, схематически проиллюстрированную на станции 34 на фиг.1. Обработка покрытых футеровок 12 также удаляет любые оксиды или примеси, которые могли образоваться на внешней поверхности покрытых футеровок 12 во время нанесения покрытия. За счет механической обработки покрытых гильз 12 чистая, не загрязненная поверхность покрытия подвергается воздействию материала 22 блока цилиндров во время литья. Удаление этих оксидов и примесей способствует лучшему сплавлению между материалом 14 покрытия и материалом 22 блока цилиндров во время литья и, таким образом, приводит к лучшей металлургической связи между гильзами 12 и блоком 22 цилиндров.
После того, как с гильз 12 с покрытием была удалена часть 16 избыточного внешнего слоя покрытия 14, гильзы 12 размещаются в полости 18 пресс-формы 20 блока цилиндров на оправках 38, как показано на позиции 36 на фиг. 1, а также может быть наклонным для формирования блока цилиндров 22 V-образного типа.
После того, как гильзы 12 с покрытием были помещены в форму 20, расплавленный алюминиевый материал блока цилиндров 22 заливается в полость 18 и окружает гильзы с покрытием 12.
Расплавленный алюминиевый материал 22 блока цилиндров переплавляет покрытие 14, которое затем сплавляется с материалом 22 блока цилиндров с образованием нового материала, отличного либо от исходного материала 14 покрытия, либо от материала 22 блока цилиндров.После затвердевания отливки этот новый материал примет форму металлургически связанной области 40, расположенной между гильзами 12 и блоком 22 цилиндров и металлургически связанных с ними, как показано на фиг. 4. Эта металлургически связанная область 40 обозначена пунктирными линиями, чтобы указать, что нет определенной границы раздела, отделяющей эту область 40 ни от гильзы 12, ни от блока 22 цилиндров, а скорее, что произошло химическое перемешивание между материалом покрытия 14, материал 12 гильзы и материал 22 блока цилиндров для образования области 40 металлургического скрепления.Таким образом, связанная область 40 будет состоять из сплава, состоящего из комбинации материала покрытия (такого как цинк), материала гильзы (такого как железо) и алюминиевого материала блока цилиндров 22.
Изобретение было описано в иллюстративной манере, и следует понимать, что использованная терминология имеет характер слов описания, а не ограничения.
Очевидно, что в свете изложенного выше возможны многие модификации и варианты настоящего изобретения.Следовательно, следует понимать, что в рамках прилагаемой формулы изобретения изобретение может быть реализовано иначе, чем конкретно описано.
Каковы основные симптомы проблем с головкой цилиндров?
Головка блока цилиндров — очень важная и важная часть двигателя любого транспортного средства. Из-за сложности компонентов головки блока цилиндров цены на ремонт или замену треснувшей или сломанной головки блока цилиндров могут быть высокими в зависимости от двигателя вашего автомобиля и места, где вы решите отремонтировать.
Чтобы сэкономить ваше время и деньги в долгосрочной перспективе, мы здесь, чтобы дать краткое руководство о том, что такое головка блока цилиндров дизельного двигателя и как распознать наиболее распространенные проблемы, обнаруживаемые в компонентах головки блока цилиндров.
Для чего нужна головка цилиндров?
Двигатель внутреннего сгорания транспортного средства содержит множество цилиндров, верхний из которых называется головкой блока цилиндров; В состав головки блока цилиндров входят различные клапаны, пружины, толкатели, а также основная камера сгорания.Головка блока цилиндров позволяет воздуху и топливу входить и выпускать газы, контролируя поток внутри цилиндров.
Головка блока цилиндров позволяет закрывать камеру сгорания и плотно прилегает к прокладке головки блока цилиндров, герметизируя цилиндры в автомобиле. Кроме того, головка блока цилиндров дизельного двигателя является ключевым компонентом, обеспечивающим охлаждение компонентов двигателя за счет подачи охлаждающей жидкости в блок двигателя.
Наиболее распространенные симптомы проблем с головкой цилиндров:
1. Перегрев
Одним из наиболее частых симптомов проблем с головкой цилиндров дизельного двигателя является перегрев.Поскольку цилиндр подвергается давлению из-за тепла, это вызывает перегрев компонентов внутри двигателя внутреннего сгорания, поскольку они не могут пропускать охлаждающую жидкость и, следовательно, искажают форму. Чтобы не повредить головку блока цилиндров, убедитесь, что радиатор наполнен и находится в хорошем состоянии, чтобы не допустить перегрева.2. Низкая производительность двигателя
Очень явным признаком проблемы с головкой блока цилиндров является низкая производительность двигателя. Эта проблема может быть связана с поломкой или растрескиванием головки блока цилиндров дизельного двигателя, что может привести к тому, что двигатель не сможет эффективно сжигать топливо.Эта низкая производительность будет сразу заметна, поскольку двигатель не будет работать прежним, и вы обнаружите, что вам, возможно, придется чаще перезапускать автомобиль.3. Утечки масла
Если вы обнаружите утечку масла из автомобиля, это может быть результатом треснувшей головки блока цилиндров. Даже если вы сами не видите утечку, а на приборной панели загорается индикатор масла, проверьте двигатель, чтобы увидеть, есть ли какие-либо признаки масла вокруг головки блока цилиндров. Поскольку головка блока цилиндров дизельного двигателя содержит масло, если она треснет, масло может вытечь.4. Падение уровня охлаждающей жидкости
Падение уровня охлаждающей жидкости в двигателе может вызвать утечку, которую легко определить и увидеть на головке блока цилиндров. Утечка может быть вызвана трещиной в головке блока цилиндров дизельного двигателя, и это может вызвать более долгосрочные проблемы, поскольку двигатель начинает нагреваться из-за нехватки охлаждающей жидкости.
5. Дым
Дым, идущий из выхлопной трубы, — самый явный признак того, что у вас могла быть трещина в головке блока цилиндров.В этом случае трещина и повреждение, скорее всего, будут намного более серьезными. Если это произошло, постарайтесь как можно скорее устранить эту проблему профессионалом, чтобы не допустить дальнейшего повреждения двигателя.
Когда дело доходит до новой головки блока цилиндров дизельного двигателя, важно помнить, что все дизельные двигатели разные, и поэтому не существует универсального решения, будь то общая или необычная проблема.